ონკანები ხრახნისთვის - ტიპები, ზომის ცხრილი, GOST 3266-81 მოთხოვნები
ბევრ ტექნიკურ მოწყობილობას, ისევე როგორც საყოფაცხოვრებო ნივთების უმეტესობას, აქვს ძაფიანი კავშირები, რომლებსაც კაცობრიობა უძველესი დროიდან იყენებდა. ძირითადი ინსტრუმენტები, რომლითაც ხდება ასეთი კავშირების ელემენტები, მოიცავს ონკანს. მისი გამოყენება საშუალებას გაძლევთ სწრაფად და დიდი სირთულის გარეშე გაჭრათ ზუსტი და ხარისხიანი ძაფი ხვრელის შიდა ზედაპირზე.
დიზაინის მახასიათებლები
შიდა ძაფების ჭრის პირველი ხელსაწყოები პრიმიტიული დიზაინის იყო და შედგებოდა ოთხკუთხა ღეროსგან, რომლის სამუშაო ბოლოში, ნაზ კონუსამდე გამკვეთრებული, საჭრელი კბილები იყო გამოკვეთილი. ასეთი ონკანის გამოყენებისას ძაფს ჭრიდნენ თხილის შიგნითა ხრახნით ან სამუშაო ნაწილის წინასწარ მომზადებულ ნახვრეტში. ბუნებრივია, ასეთ ხელსაწყოს ბევრი უარყოფითი მხარე ჰქონდა, რომელთაგან ყველაზე მნიშვნელოვანია საჭრელ ნაწილზე უკანა ზედაპირის არარსებობა, ასევე უარყოფითი კუთხის კუთხე. დროთა განმავლობაში, ონკანების დიზაინი უფრო გააზრებული გახდა და დღეს ისინი საშუალებას გაძლევთ შექმნათ ზუსტი და მაღალი ხარისხის შიდა ძაფები.
სამუშაო ნაწილების შიდა ზედაპირებზე ძაფების ნებისმიერ ონკანში, მიუხედავად მისი გეომეტრიული პარამეტრებისა და დანიშნულებისა, არის შემდეგი ელემენტები:
- გვერდითი ღარები (შეიძლება იყოს 2-დან 6-მდე);
- კონუსური ამაღები ნაწილი;
- კალიბრაციის ნაწილი, რომელსაც აქვს ცილინდრული ფორმა.
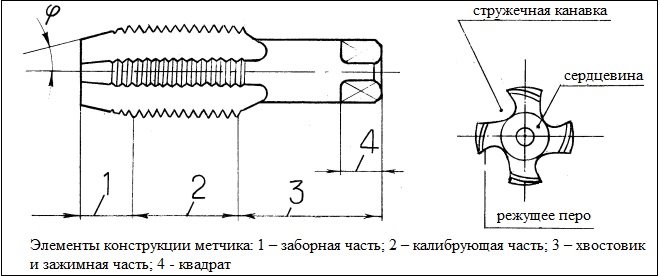
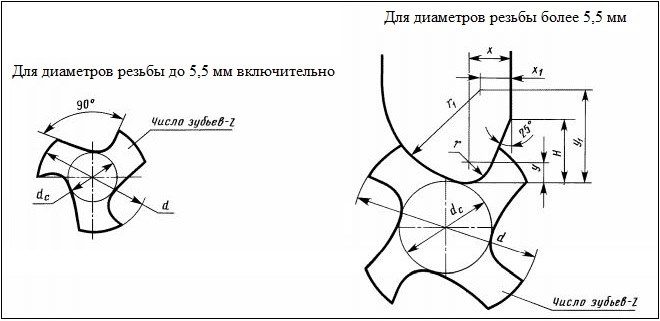
ხელსაწყოს გვერდით ზედაპირზე მდებარე ღარები მთელ სიგრძეზე ერთდროულად ასრულებენ ორ ფუნქციას: უზრუნველყოფენ ჩიპების ამოღებას დამუშავების ზონიდან და ხელს უწყობენ საჭრელი სითხის (გამაგრილებლის) მიწოდებას ასეთ ზონაში. ფორმა, რომელიც აქვს ონკანის ღარს ჯვარედინი კვეთით, განისაზღვრება მისი ორი ზედაპირით, რომელთაგან ერთი არის ხელსაწყოს საჭრელი კბილის წინა სახე, ხოლო მეორე არის მისი უკანა მხარე. პროფილის ტიპის მიხედვით, ჩიპური ღარები შემდეგი ტიპისაა:
- ერთრადიუსი (ამ ფორმის ღარებით, ძირითადად იწარმოება ლიანდაგის ტიპის ონკანები);
- სწორი წინა და უკანა ზედაპირებით (ამ ფორმის ღარებიანი ხელსაწყოები გამოიყენება თხილის შიგნით მოსახვევად);
- სწორი წინა და რადიუსის უკანა ზედაპირებით (ონკანების უმეტესობა მზადდება ამ ტიპის ჩიპური ღარებით).
ღარები შეიძლება განლაგდეს სხვადასხვა გზით: სწორი, ასევე სპირალური მარჯვნივ ან მარცხნივ. სწორხაზოვანი ღარებით კეთდება ზოგადი დანიშნულების ონკანები. სპირალური მარცხენა ღარებით იწარმოება ონკანები, რომლებიც გამოიყენება უღელტეხილის ძაფისთვის. ასეთი ხელსაწყოს მიერ შექმნილი ჩიპები მის წინ მოძრაობს დამუშავებული ხვრელის გასწვრივ, რითაც გამორიცხავს უკვე გაჭრილი ძაფის დაზიანების რისკს. ღეროების გადახვევის სწორი მიმართულებით ონკანების გამოყენებისას ჩიპები ამოღებულია დამუშავების ზონიდან ხელსაწყოს ყუნწამდე. ამ მიზეზით, მარჯვენა ონკანები იდეალურია ბრმა ხვრელების დასაკრავად.
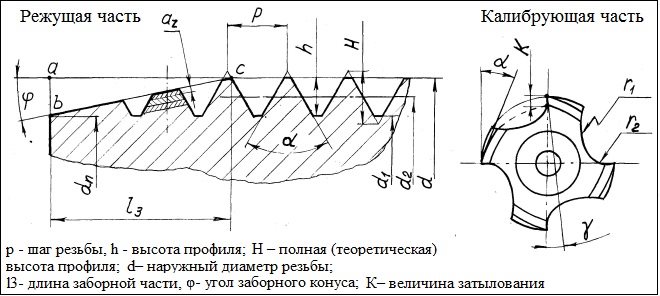
ონკანის ამღებ ნაწილს, როგორც ზემოთ აღვნიშნეთ, აქვს კონუსური ფორმა, რაც ხელს უწყობს ხელსაწყოს დამუშავების ხვრელში შეყვანის პროცესს. შემავალი ნაწილის დახრილობის კუთხის სპეციფიკური მნიშვნელობა, რომელიც შეიძლება იყოს 3–20 ° დიაპაზონში, არჩეულია იმის მიხედვით, თუ რა ტიპის დამუშავებისთვის იქნება გამოყენებული ინსტრუმენტი - გაუხეშება, შუალედური ან დასრულება.
ცილინდრული კალიბრაციის ნაწილი დამზადებულია 0,1 მმ-მდე საპირისპირო შეფასებით, რაც აუცილებელია ხახუნის ძალების შესამცირებლად, რომლებიც წარმოიქმნება ძაფის პროცესის დროს. ონკანის სამუშაო ნაწილსა და დასამუშავებელ ზედაპირს შორის ხახუნის ძალის შესამცირებლად საჭრელი კბილების უკანა ზედაპირიც, რომელიც მათი ზემოდან სრულდება მათი სიგანის 1/3-ით, ასევე იძლევა საშუალებას. ამრიგად, იქმნება საჭრელი კბილების უკანა ზედაპირის შეუფასებლობა, რომლის ღირებულება 12–30 მმ დიამეტრის ხელსაწყოებისთვის არის დაახლოებით 0,1 მმ.
სახეობები დანიშნულების მიხედვით
თანამედროვე ინდუსტრია აწარმოებს სხვადასხვა ტიპის ონკანებს, რომლებიც ერთმანეთისგან განსხვავდება დიზაინითა და ფუნქციონალობით. ასე რომ, მათი დანიშნულების მიხედვით, ონკანები შეიძლება იყოს ერთ-ერთი შემდეგი ტიპი.
ზეინკალიეს ხელსაწყოები ყველაზე ხშირად ხელნაკეთია და გამოიყენება სპეციალურ ქანჩთან ერთად, რომლითაც ონკანს ეძლევა ბრუნვა. როგორც წესი, ისინი იწარმოება და გამოიყენება ორი ან სამი ხელსაწყოსგან შემდგარ კომპლექტებში, რომელთაგან თითოეული ხსნის შემწეობის მხოლოდ ნაწილს დამუშავებული ზედაპირიდან. ასეთ კომპლექტში შემავალი ონკანების ზომები (კერძოდ, მათი სამუშაო დიამეტრი) განსხვავდება. ხელსაწყოებიდან პირველი, რომლის ღეროზე დატანილია აღნიშვნა ერთი ტირის სახით, გამოიყენება გაუხეშებისთვის, მეორე (საფეთქელზე ორი ტირეთი) შუალედურისთვის და მესამე (შესაბამისად, სამი ტირე). მოჭრილი ძაფის დასასრულებლად.

ეს არის ხელსაწყოები, რომლებითაც შესაძლებელია ძაფების მოჭრა როგორც ხელით, ასევე სხვადასხვა ტიპის მანქანებზე (გაბრუნვა, ბურღვა, აგრეგატი და ა.შ.). ასეთი ონკანები განსხვავდება ლითონის დამუშავების ონკანებისგან მხოლოდ ოდნავ შემცირებული შემშვები ნაწილით და უფრო მაღალი გამძლეობით მექანიკური სტრესის მიმართ.

ქანჩი
ასეთი ხელსაწყოების დახმარებით, როგორც მათი სახელწოდებაა, ასრულებენ თხილში ძაფებს. თხილი, რომლებშიც ძაფები უკვე ამოჭრილია ასეთი ონკანით, არ გადაუგრიხოთ ხელსაწყოს, არამედ გადავიდეთ მის წაგრძელებულ კუდზე. თხილის ონკანების ღეროებს, რომლებითაც ძაფები იჭრება საბურღი მანქანებზე, აქვს სწორხაზოვანი ფორმა. უკვე ძაფიანი ძაფებით თხილი, გადატანილი ასეთ ღეროზე, უბრალოდ იძვრება ხელსაწყოს მანქანიდან ამოღების შემდეგ. ხრახნიან მანქანებზე თხილის დასაჭრელად გამოიყენება ონკანები, რომელთა თაიგულებს აქვთ მოხრილი ფორმა. ამგვარად ძაფებისას, თხილი, ერთმანეთის ზეწოლის ქვეშ, იძვრება ხელსაწყოს მოხრილი ყუნწის გასწვრივ, აღწევს მის ბოლო ნაწილს და ვარდება მომზადებულ ჭურჭელში.
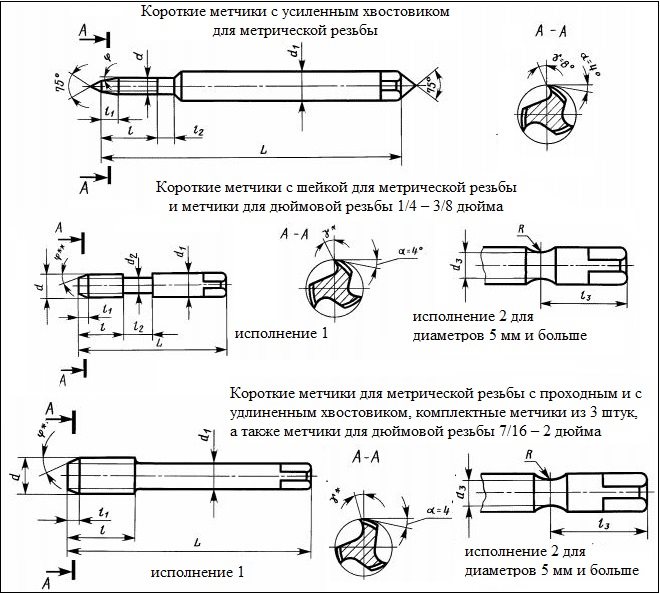
მოთხოვნები მეტრიკული ძაფების ჭრისთვის, როგორც ხელით, ასევე მანქანური ონკანების დიზაინისა და ზომების შესახებ, გათვალისწინებულია GOST 3266-81-ით, რომელსაც ეწოდება: ”მანქანა და ხელით ონკანები. დიზაინი და ზომები.
თქვენ შეგიძლიათ გაეცნოთ GOST-ის მოთხოვნებს ხელით და მანქანური ონკანებისთვის დოკუმენტის pdf ფორმატში ჩამოტვირთვის ქვემოთ მოცემული ბმულიდან.
ტიპები დიზაინის მიხედვით
მათი დიზაინის მიხედვით, ონკანები ასევე იყოფა სხვადასხვა ტიპებად. ასე რომ, ამ პარამეტრიდან გამომდინარე, განასხვავებენ ხელსაწყოებს:
- დამოკლებული ფლეიტებით, რომლებსაც ასევე უწოდებენ ფლეიტას (ასეთი ონკანების დიზაინი სპეციალურად შექმნილია ძაფების მოსაჭრელად დრეკადი დაბალნახშირბადოვანი ფოლადებისგან, ალუმინის შენადნობებისგან და მაღალი სიმტკიცის შენადნობი ფოლადებისგან დამზადებულ ნაწილებში);
- ხვეული ხაზის გასწვრივ განლაგებული ღარები (დააყენეთ ასეთი ხელსაწყოები დამუშავების ცენტრებზე და გამოიყენეთ ისინი ბრმა ძაფების ჭრისთვის);
- საჭრელი კბილებით, რომლებიც მოთავსებულია საჭადრაკო დაფაზე (იმის გამო, რომ ასეთი ხელსაწყოს კალიბრაციის ნაწილზე საჭრელი კბილები იჭრება ერთზე, დამუშავებისას შესაძლებელია ხახუნის ძალის შემცირება);
- საფეხურიანი ტიპი ორ ნაწილად დაყოფილი სამუშაო ნაწილით, რომელთაგან თითოეული ასრულებს თავის ფუნქციას (მაგალითად, არის საფეხურიანი ონკანები, რომელთა პირველი განყოფილება მუშაობს გენერატორის მიკროსქემის მიხედვით, ხოლო მეორე - პროფილის მიხედვით; სხვა საფეხურიანი ხელსაწყოების ტიპები, პირველი განყოფილება ასრულებს ჭრის ფუნქციას, ხოლო მეორე - გამარტივებას);
- კომბინირებული (ეს არის რეალურად ორი ხელსაწყო ერთში: მათი საჭრელი ნაწილი, რომელიც დამზადებულია ერთი დიზაინით, იწყება ბურღით და მთავრდება ონკანით);
- ღეროების ონკანები, რომლებიც გამოიყენება ნებისმიერი დიამეტრის ნახვრეტში ძაფების მოსაჭრელად (მათი დახმარებით ძაფები იჭრება ხორხებზე, რომლის ჩონჩხში ფიქსირდება სამუშაო ნაწილი, ხოლო ხელსაწყოს დამჭერში - გამოყენებული ხელსაწყოს ყელი; მოძრაობა ხრახნის დროს ონკანი უზრუნველყოფილია მანქანის საყრდენის ავტომატური მიწოდებით, ხოლო სამუშაო ნაწილის ბრუნვა - ღეროს ბრუნვა);
- შიდა ღრუსთან, რის გამოც ხელსაწყო გაცივებულია დამუშავების დროს (ასეთი ონკანების გამოყენებამ, რომლებიც დამონტაჟებულია სპეციალიზებულ ან მრავალფუნქციურ აღჭურვილობაზე, შეიძლება მნიშვნელოვნად გაზარდოს ძაფის პროდუქტიულობა);
- ზარის ონკანები (ასეთი ონკანები გამოიყენება დიდი დიამეტრის (50–400 მმ) შიდა ძაფების მოსაჭრელად და აქვს ასაწყობი სტრუქტურა, რომელიც შედგება ცალკეული საჭრელი ელემენტებისაგან).
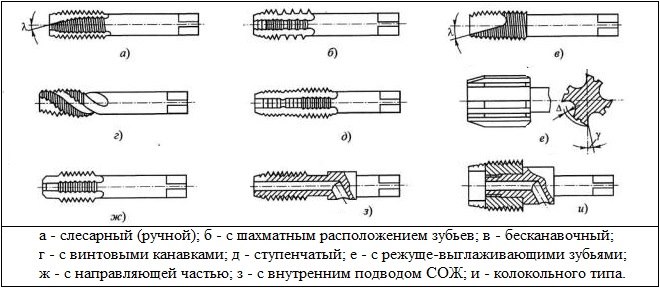
სტრუქტურულად, ზემოთ ჩამოთვლილი ყველა ონკანი იმდენად განსხვავდება ერთმანეთისგან, რომ თქვენ შეგიძლიათ განასხვავოთ ისინი ერთმანეთისგან ფოტოზე.
ძაფის ტიპები
სხვადასხვა კატეგორიის ონკანების, ასევე სხვადასხვა ტიპის ჩიპების გამოყენებით შესაძლებელია ნაწილების შიდა ზედაპირებზე სხვადასხვა ტიპის ძაფების ჩამოყალიბება. მოჭრილი ძაფის ტიპის მიხედვით, ონკანები იყოფა შემდეგ კატეგორიებად.
მეტრიკაეს არის ონკანები, რომლებითაც იჭრება მეტრული ძაფები. ამოჭრილ ძაფის ელემენტს ასეთ შემთხვევებში აქვს ტოლფერდა სამკუთხედის ფორმა და მისი ყველა პარამეტრი იზომება მილიმეტრებში. ასეთი ონკანების მარკირება შეიცავს ასო "M". მეტრულ ონკანებისა და მოსამზადებელი ხვრელის დიამეტრის შესარჩევად გამოიყენება სპეციალური საცნობარო ცხრილი.
ინჩიასეთი ონკანების სამუშაო ნაწილს აქვს კონუსური ფორმა. ინჩის ხელსაწყოების დიამეტრი იზომება ინჩებში, ხოლო სიმაღლე იზომება ძაფების რაოდენობით ინჩზე (25,4 მმ). ამ ტიპის ონკანების საშუალო ზედაპირის დახრილობა არის 1°47'24".
მილიეს მოიცავს ცილინდრულ და კონუსურ ონკანებს, რომლებიც გამოიყენება მილების ფიტინგებში ძაფების მოსაჭრელად.
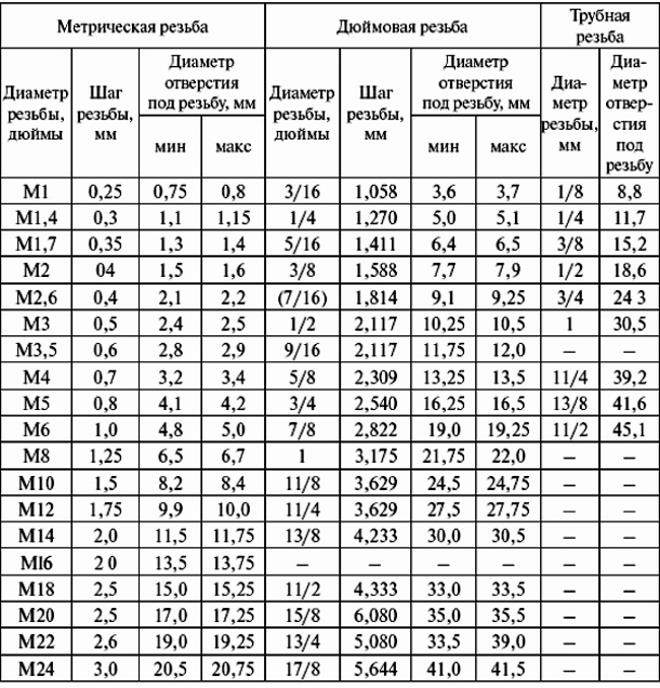
ცხრილი 1. დააჭირეთ პარამეტრებს და ონკანის ხვრელის ზომას
ონკანები შეიძლება გამოყენებულ იქნას ხვრელების გასაკეთებლად, როგორც მარჯვენა, ასევე მარცხენა ძაფებით. მარცხენა ძაფების ონკანები, როდესაც რეალურად ან ფოტოში შევადარებთ მარჯვენა ტიპის ხელსაწყოებს, ამ უკანასკნელისგან განსხვავდება მხოლოდ მათი ჭრის ნაწილის სპირალის მიმართულებით.