Tipi di flangia
Flangiaè un modo per collegare tubi, valvole, pompe e altre apparecchiature per formare un sistema di tubazioni. Questo metodo di connessione fornisce un facile accesso per la pulizia, l'ispezione o la modifica. Le flange sono generalmente filettate o saldate. Il collegamento della flangia è costituito da due flange fissate con bulloni e una guarnizione tra di loro per garantire la tenuta.
Le flange dei tubi sono realizzate con vari materiali. Le flange sono lavorate in superficie, ghisa e ferro sferoidale, ma il materiale più comunemente usato è l'acciaio al carbonio forgiato.
Le flange più utilizzate nell'industria petrolifera e chimica:
- con collo saldato
- tramite flangia
- saldato con un incavo per la saldatura
- sovrapposizione saldata (a rotazione libera)
- flangia filettata
- tappo a flangia

Tutti i tipi di flange, eccetto quelle libere, hanno una superficie rinforzata.
Flange speciali
Ad eccezione delle flange sopra menzionate, esistono numerose flange speciali, come ad esempio:
- flangia del diaframma
- flange lunghe a collare saldate
- flangia di espansione
- flangia di adattamento
- tappo ad anello (parte della connessione flangiata)
- tappi a disco e anelli intermedi (parte della connessione flangiata)
I materiali più comuni utilizzati per le flange sono acciaio al carbonio, acciaio inossidabile, ghisa, alluminio, ottone, bronzo, plastica, ecc. Inoltre, le flange, come raccordi e tubi per applicazioni speciali, a volte hanno un rivestimento interno sotto forma di uno strato di materiale di qualità completamente diversa rispetto alle flange stesse. Queste sono flange rivestite. Il materiale delle flange viene spesso impostato quando si selezionano i tubi. Di norma, la flangia è realizzata con lo stesso materiale dei tubi stessi.
Esempio di flangia di saldatura a collare da 6" - 150#-S40
Ogni flangia ASME B16.5 ha un numero di dimensioni standard. Se un progettista in Giappone, o una persona che sta preparando un progetto per una start-up in Canada, o un installatore di tubazioni in Australia, parla di una flangia di saldatura 6"-150#-S40 secondo ASME B16.5, allora intende la flangia, mostrata di seguito. 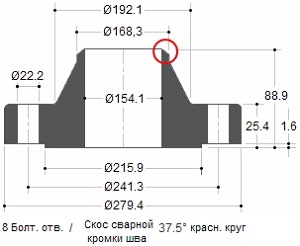
In caso di ordinazione di una flangia, il fornitore desidera conoscere la qualità del materiale. Ad esempio, ASTM A105 è una flangia in acciaio al carbonio stampato mentre A182 è una flangia in acciaio legato stampato. Pertanto, per regolamento, entrambi gli standard devono essere specificati per il fornitore: Weld Flange 6"-150#-S40-ASME B16.5/ASTM A105.
CLASSE DI PRESSIONE
La classe di pressione o la valutazione per le flange sarà in libbre. Nomi diversi sono usati per indicare la classe di pressione. Ad esempio: 150 libbre o 150 libbre o 150# o Classe 150, significano la stessa cosa.
Le flange in acciaio forgiato hanno 7 classificazioni principali:
150 libbre - 300 libbre - 400 libbre - 600 libbre - 900 libbre - 1500 libbre - 2500 libbre
Il concetto di classificazione della flangia è chiaro ed ovvio. Una flangia di Classe 300 può sopportare pressioni più elevate rispetto a una flangia di Classe 150 perché una flangia di Classe 300 ha più metallo e può resistere a pressioni più elevate. Tuttavia, ci sono una serie di fattori che possono influenzare il limite di pressione della flangia.
ESEMPIO
Le flange possono resistere a pressioni diverse a temperature diverse. All'aumentare della temperatura, la classe di pressione della flangia diminuisce. Ad esempio, una flangia di Classe 150 è classificata a circa 270 PSIG a temperatura ambiente, 180 PSIG a 200°C, 150 PSIG a 315°C e 75 PSIG a 426°C.
Ulteriori fattori sono che le flange possono essere realizzate con vari materiali come acciaio legato, ghisa e ghisa sferoidale, ecc. Ogni materiale ha classi di pressione diverse.
PARAMETRO "PRESSIONE-TEMPERATURA"
La classe pressione-temperatura definisce la sovrapressione operativa massima consentita in bar a una temperatura in gradi Celsius. Per temperature intermedie è consentita l'interpolazione lineare. Non è consentita l'interpolazione tra classi di notazione.
Classificazioni temperatura-pressione
La classe Temperatura-Pressione è applicabile alle connessioni flangiate che rispettano i limiti sulle connessioni bullonate e alle guarnizioni realizzate secondo le buone pratiche di montaggio e allineamento. L'uso di queste classi per connessioni flangiate che non soddisfano questi limiti è responsabilità dell'utente.
La temperatura mostrata per la classe di pressione corrispondente è la temperatura del guscio interno della parte. Fondamentalmente, questa temperatura è la stessa del liquido contenuto. In accordo con i requisiti delle normative e dei regolamenti vigenti, quando si utilizza una classe di pressione corrispondente ad una temperatura diversa dal liquido in circolazione, tutta la responsabilità è del cliente. Per qualsiasi temperatura inferiore a -29°C, il valore nominale non deve essere superiore a quando utilizzato a -29°C.
A titolo di esempio, di seguito sono riportate due tabelle con i gruppi di materiali secondo ASTM e altre due tabelle con la classe temperatura-pressione per questi materiali secondo ASME B16.5.
| Materiali ASTM gruppo 2-1.1 |
|||
| Designazione nominale |
Timbratura |
Casting |
piatti |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
OSSERVAZIONI:
|
|||
| Classe di temperatura-pressione per i materiali ASTM Gruppo 2-1.1 Pressione di esercizio per classe |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| dalle 29 alle 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Classe temperatura-pressione per ASTM Gruppo 2-2.3 Materiali Pressione di esercizio per classe |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| dalle 29 alle 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
SUPERFICIE DELLA FLANGIA
La forma e il design della superficie della flangia determineranno la posizione dell'anello di tenuta o della guarnizione.
Tipi più utilizzati:
- superficie rialzata (RF)
- superficie piana (FF)
- Scanalatura dell'o-ring (RTJ)
- con filettatura maschio e femmina (M&F)
- maschio e femmina (T&G)
Faccia rialzata, il tipo di flangia più applicabile, facile da identificare. Questo tipo è così chiamato perché la superficie della guarnizione sporge sopra la superficie del giunto bullonato. 
Il diametro e l'altezza sono definiti secondo ASME B16.5 utilizzando la classe di pressione e il diametro. Nella classe di pressione fino a 300 libbre, l'altezza è di circa 1,6 mm e nella classe di pressione da 400 a 2500 libbre, l'altezza è di circa 6,4 mm. La classe di pressione della flangia determina l'altezza della faccia rialzata. Lo scopo di una flangia (RF) è di concentrare più pressione su un'area di guarnizione più piccola, aumentando così il limite di pressione del giunto.
Per i parametri di altezza di tutte le flange descritte in questo articolo si utilizzano le dimensioni H e B, ad eccezione della flangia del giunto a sovrapposizione, questo va inteso e ricordato come segue:
Nelle classi di pressione 150 e 300 libbre, l'altezza di sporgenza è di circa 1,6 mm (1/16 di pollice). Quasi tutti i fornitori di flange in queste due classi elencano le dimensioni H e B nelle loro brochure o cataloghi, inclusa la parte frontale (vedi Fig.1 sotto) 
Nelle classi di pressione 400, 600, 900, 1500 e 2500 libbre, l'altezza di sporgenza è di 6,4 mm (1/4 di pollice). In queste classi, molti fornitori elencano le dimensioni H e B, esclusa l'altezza di sporgenza (vedi Fig.2 sopra)
In questo articolo troverai due taglie. La riga superiore delle dimensioni non include l'altezza della sporgenza e le dimensioni nella riga inferiore includono l'altezza della sporgenza.
SUPERFICIE PIATTA (FF - Faccia piana)
Per una flangia a faccia piatta (a faccia intera), la guarnizione si trova sullo stesso piano della connessione bullonata. Molto spesso, le flange a faccia piatta vengono utilizzate dove viene fusa la flangia o il raccordo di accoppiamento. 
Una flangia a faccia piatta non si collega mai a una flangia rialzata. Secondo ASME B31.1, quando si collegano flange piatte in ghisa a flange in acciaio al carbonio, la sporgenza sulla flangia in acciaio deve essere rimossa e l'intera superficie deve essere sigillata con una guarnizione. Questo viene fatto per evitare che la flangia in ghisa sottile e fragile si incrini a causa della sporgenza della flangia in acciaio.
FLANGIA CON RADICE PER TENUTA O-RING (RTJ - Ring Type Joint)
Le flange RTJ hanno scanalature tagliate nella loro superficie, in cui sono inseriti gli o-ring in acciaio. Le flange sono sigillate a causa del fatto che quando i bulloni vengono serrati, la guarnizione tra le flange viene premuta nelle scanalature, deformata, creando uno stretto contatto metallo-metallo. 
La flangia RTJ può avere un labbro con una scanalatura anulare ricavata al suo interno. Questa sporgenza non funge da sigillo di alcun tipo. Per le flange RTJ sigillate con O-ring, le facce sollevate delle flange accoppiate e serrate possono entrare in contatto l'una con l'altra. In questo caso, la guarnizione compressa non sosterrà più carichi aggiuntivi, il serraggio dei bulloni, le vibrazioni e lo spostamento non schiacceranno più la guarnizione e ridurranno la forza di serraggio.
Gli o-ring in metallo sono adatti per l'uso a temperature e pressioni elevate. Sono realizzati con la giusta scelta di materiale e profilo e vengono sempre utilizzati nelle apposite flange, fornendo una buona ed affidabile tenuta.
Gli O-ring sono progettati in modo tale che la tenuta avvenga per mezzo di una "linea di contatto principale" o incuneamento tra la flangia di accoppiamento e la guarnizione. Applicando pressione alla tenuta attraverso i bulloni, il metallo più morbido della guarnizione penetra nella struttura fine del materiale della flangia più rigido e crea una tenuta molto stretta ed efficace. 
Anelli più usati:
Tipo R-Ovale secondo ASME B16.20
Adatto per flange ASME B16.5 classe di pressione da 150 a 2500.
Tipo R-Ottagonale secondo ASME 16.20
Un design migliorato rispetto all'originale R-Oval. Tuttavia, possono essere utilizzati solo per flange piatte con una scanalatura. Adatto per flange ASME B16.5 classe di pressione da 15 a 2500.
FLANGE CON TENUTA E TIPO DI SUPERFICIE LUG-VESSEL (LMF - Large Male Face; LFF - Large Female Face)
Le flange di questo tipo devono corrispondere. Una faccia della flangia ha un'area che si estende oltre i normali limiti della faccia della flangia ( papà). L'altra flangia o controflangia ha un incavo corrispondente ( Madre) realizzato nella sua superficie.
Posa semi sciolta
- La profondità del sottosquadro (tacca) è solitamente uguale o inferiore all'altezza della sporgenza per evitare il contatto metallo-metallo quando la guarnizione è compressa
- La profondità della tacca è in genere non più di 1/16" maggiore dell'altezza del labbro
FLANGIA CON SUPERFICIE DI TENUTA
(Protrusione - Tounge Face - TF; Depressione - Groove Face - GF)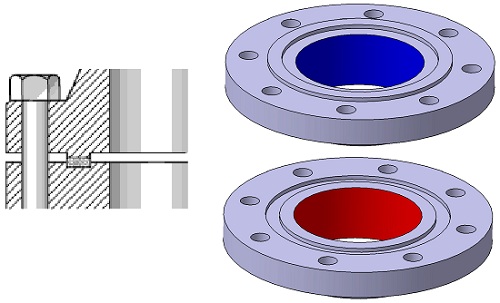
Anche le flange di questo tipo devono corrispondere. Una flangia ha un anello con una sporgenza (spina) realizzata sulla superficie di questa flangia, mentre una scanalatura è lavorata sulla superficie della controparte. Tali superfici si trovano comunemente sui coperchi delle pompe e delle valvole.
Guarnizione fissa
- Le dimensioni della guarnizione sono uguali o inferiori all'altezza della scanalatura
- Guarnizione più larga della scanalatura non più di 1/16"
- Le dimensioni della guarnizione corrisponderanno alle dimensioni della scanalatura
- Durante lo smontaggio, la connessione deve essere sbloccata separatamente
SUPERFICIE PIANA E SCANALATURA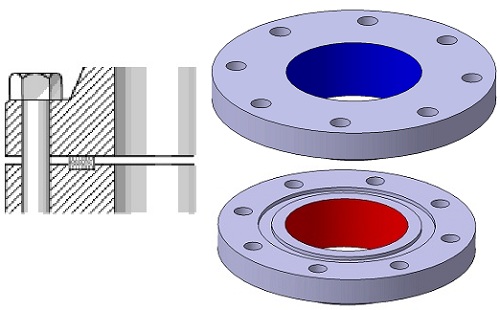
Guarnizione fissa
- Una superficie è piatta, l'altra è dentellata
- Per applicazioni dove è richiesto un controllo preciso della compressione della guarnizione
- Si consigliano solo guarnizioni elastiche: guarnizioni a spirale, ad anello cavo, a pressione e con guaina metallica
FINITURA SUPERFICIALE FLANGIA
ASME B16.5 richiede che la superficie della flangia (faccia rialzata e faccia piana) abbia una certa rugosità in modo che questa superficie, quando allineata con la guarnizione, fornisca una buona tenuta. 
La scanalatura finale, concentrica oa spirale, richiede da 30 a 55 scanalature per pollice, risultando in una rugosità compresa tra 125 e 500 micro pollici. Ciò consentirà ai produttori di flange di elaborare qualsiasi classe di guarnizioni per flange metalliche.
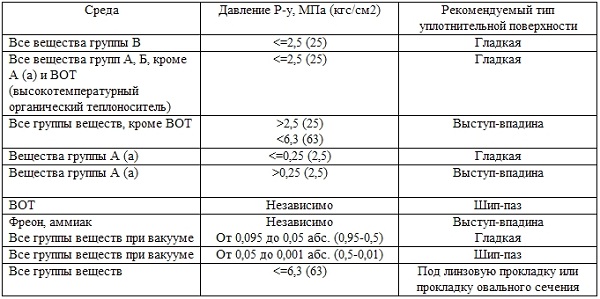
Per le tubazioni che trasportano sostanze dei gruppi A e B di impianti tecnologici di categoria di esplosione I, non è consentito utilizzare collegamenti a flangia con superficie di tenuta liscia, ad eccezione dei casi di utilizzo di guarnizioni a spirale.
SUPERFICI PIÙ UTILIZZATE
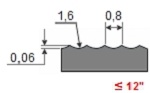
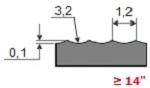
Sgrossatura
| Il più comunemente utilizzato nella lavorazione di qualsiasi flangia perché adatto a quasi tutte le comuni condizioni operative. Quando viene compressa, la superficie morbida della guarnizione si impegnerà con la superficie lavorata, il che aiuterà a creare una tenuta e ci sarà un alto livello di attrito tra le parti collegate. La finitura di queste flange viene eseguita con una fresa con raggio di 1,6 mm a una velocità di avanzamento di 0,88 mm per giro per 12". Per 14" e oltre, la lavorazione viene eseguita con una fresa con raggio di 3,2 mm con un avanzamento di 1,2 mm e viceversa. |
 |
 |
Tacca a spirale
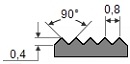 Può essere una scanalatura a spirale continua o fonografica, ma differisce dalla sgrossatura in quanto la scanalatura è ottenuta utilizzando una fresa a 90 gradi che crea un profilo a V con un angolo scanalato di 45°.
Può essere una scanalatura a spirale continua o fonografica, ma differisce dalla sgrossatura in quanto la scanalatura è ottenuta utilizzando una fresa a 90 gradi che crea un profilo a V con un angolo scanalato di 45°. Tacca concentrica.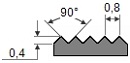 Come suggerisce il nome, la lavorazione consiste in scanalature concentriche. Viene utilizzata una fresa a 90° e gli anelli sono distribuiti uniformemente su tutta la superficie.
Come suggerisce il nome, la lavorazione consiste in scanalature concentriche. Viene utilizzata una fresa a 90° e gli anelli sono distribuiti uniformemente su tutta la superficie.
Superficie liscia.![]() Tale elaborazione non lascia visivamente tracce dello strumento. Tali superfici sono tipicamente utilizzate per guarnizioni con rivestimento metallico come doppia guaina, acciaio piatto o metallo ondulato. Una superficie liscia aiuta a creare una tenuta e dipende dalla planarità della superficie opposta. Tipicamente, ciò è ottenuto da una superficie di contatto della guarnizione formata da una scanalatura elicoidale continua (a volte chiamata fonografica) realizzata con una fresa con raggio di 0,8 mm, con una velocità di avanzamento di 0,3 mm per giro, 0,05 mm di profondità. Ciò si tradurrà in una rugosità compresa tra Ra 3,2 e 6,3 micrometri (125-250 micro pollici)
Tale elaborazione non lascia visivamente tracce dello strumento. Tali superfici sono tipicamente utilizzate per guarnizioni con rivestimento metallico come doppia guaina, acciaio piatto o metallo ondulato. Una superficie liscia aiuta a creare una tenuta e dipende dalla planarità della superficie opposta. Tipicamente, ciò è ottenuto da una superficie di contatto della guarnizione formata da una scanalatura elicoidale continua (a volte chiamata fonografica) realizzata con una fresa con raggio di 0,8 mm, con una velocità di avanzamento di 0,3 mm per giro, 0,05 mm di profondità. Ciò si tradurrà in una rugosità compresa tra Ra 3,2 e 6,3 micrometri (125-250 micro pollici)
GUARNIZIONI
Per realizzare un collegamento a flangia stretto, sono necessarie guarnizioni. 
La guarnizione è costituita da fogli o anelli compressi utilizzati per creare una connessione impermeabile tra due superfici. Le guarnizioni sono realizzate per resistere a temperature e pressioni estreme e sono disponibili in materiali metallici, semimetallici e non metallici.
Ad esempio, il principio di tenuta può essere quello di comprimere una guarnizione tra due flange. La guarnizione riempie gli spazi microscopici e le irregolarità superficiali delle flange e quindi forma una tenuta che impedisce la fuoriuscita di liquidi e gas. È necessaria un'installazione corretta e attenta della guarnizione per evitare perdite nella connessione della flangia.
Questo articolo descriverà le guarnizioni conformi a ASME B16.20 (guarnizioni per flange di tubi metalliche e semi-metalliche) e ASME B16.21 (guarnizioni per flange di tubi piatte non metalliche)
BULLONI
I bulloni sono necessari per collegare due flange l'una all'altra. Il numero sarà determinato dal numero di fori nella flangia e il diametro e la lunghezza dei bulloni dipenderanno dal tipo di flangia e dalla sua classe di pressione. I bulloni più comunemente usati nell'industria petrolifera e chimica per le flange ASME B16.5 sono i prigionieri. Il prigioniero è costituito da un'asta filettata e due dadi. Un altro tipo di bullone disponibile è il normale bullone esagonale con un dado.
Dimensioni, tolleranze dimensionali, ecc. sono stati definiti in ASME B16.5 e ASME B18.2.2, materiali in vari standard ASTM.
COPPIA
Per ottenere un collegamento stretto della flangia, la guarnizione deve essere installata correttamente, i bulloni devono avere la coppia di serraggio corretta e la sollecitazione di serraggio totale deve essere distribuita uniformemente su tutta la flangia. 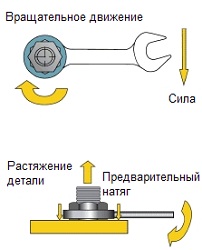
L'allungamento necessario viene eseguito a causa della coppia di serraggio (applicando un precarico all'elemento di fissaggio ruotando il suo dado).
La corretta coppia di serraggio del bullone consente il miglior utilizzo delle sue proprietà elastiche. Per fare bene il suo lavoro, un bullone deve comportarsi come una molla. Durante il funzionamento, il processo di serraggio determina un precarico assiale sul bullone. Naturalmente, questa forza di trazione è uguale alle forze di compressione opposte applicate ai componenti dell'assieme. Può essere indicato come forza di serraggio o forza di trazione.
CHIAVE DINAMOMETRICA
Una chiave dinamometrica è un nome generico per uno strumento manuale che viene utilizzato per applicare una coppia precisa a un giunto, sia esso un bullone o un dado. Ciò consente all'operatore di misurare la forza di rotazione (coppia) applicata al bullone, che deve corrispondere alle specifiche. 
La scelta della giusta tecnica di serraggio dei bulloni della flangia richiede esperienza. La corretta applicazione di una qualsiasi delle tecniche richiede anche le qualifiche sia dello strumento da utilizzare che dello specialista che eseguirà il lavoro. Di seguito sono riportati i metodi di serraggio dei bulloni più comunemente utilizzati:
- stringendo a mano
- chiave pneumatica
- chiave dinamometrica idraulica
- chiave dinamometrica manuale con bilanciere o ingranaggio
- tenditore idraulico del bullone
La perdita di coppia è inerente a qualsiasi connessione bullonata. L'effetto combinato dell'allentamento dei bulloni (circa il 10% durante le prime 24 ore dopo l'installazione), lo scorrimento della guarnizione, le vibrazioni nel sistema, l'espansione termica e l'interazione elastica durante il serraggio dei bulloni contribuiscono alla perdita di coppia. Quando la perdita di coppia raggiunge un livello critico, la pressione interna supera la forza di compressione che tiene in posizione la guarnizione, nel qual caso possono verificarsi perdite o scoppio.
La chiave per ridurre questi effetti è il corretto posizionamento della guarnizione. Durante l'installazione della guarnizione è necessario unire le flange e in modo fluido e parallelo, con la coppia di serraggio minima, serrare i 4 bulloni, seguendo la corretta sequenza di serraggio. Ciò ridurrà i costi operativi e migliorerà la sicurezza.
Anche il corretto spessore della guarnizione è importante. Più spessa è la guarnizione, maggiore è il suo scorrimento, che a sua volta può portare alla perdita della coppia di serraggio. Lo standard ASME per le flange seghettate raccomanda generalmente una guarnizione da 1,6 mm. I materiali più sottili possono funzionare con carichi di guarnizione più elevati e quindi pressioni interne più elevate.
LA LUBRIFICAZIONE RIDUCE L'ATTRITO
La lubrificazione riduce l'attrito durante il serraggio, riduce lo spargimento dei bulloni durante l'installazione e aumenta la durata. Una variazione del coefficiente di attrito influisce sulla quantità di precarico raggiunta a una data coppia di serraggio. Un maggiore coefficiente di attrito comporta una minore conversione della coppia in precarico. Il valore del coefficiente di attrito fornito dal produttore del lubrificante deve essere noto per impostare con precisione il valore di coppia richiesto.
È necessario applicare un grasso o un composto antigrippante sia sulla superficie del dado del cuscinetto che sulla filettatura maschio.
SEQUENZA DI SERRAGGIO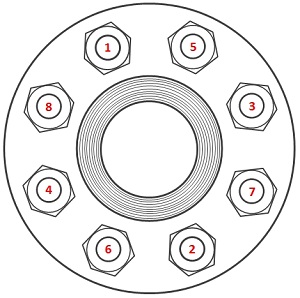 Prima passata, stringere leggermente il primo bullone, poi quello successivo di fronte ad esso, quindi un quarto di giro in cerchio (o 90 gradi) per serrare il terzo bullone e, di fronte ad esso, il quarto. Continua questa sequenza finché tutti i bulloni non sono serrati. Quando si serrano le flange a quattro bulloni, utilizzare uno schema incrociato.
Prima passata, stringere leggermente il primo bullone, poi quello successivo di fronte ad esso, quindi un quarto di giro in cerchio (o 90 gradi) per serrare il terzo bullone e, di fronte ad esso, il quarto. Continua questa sequenza finché tutti i bulloni non sono serrati. Quando si serrano le flange a quattro bulloni, utilizzare uno schema incrociato.
PREPARAZIONE DEL FISSAGGIO DELLA FLANGIA
Per ottenere la tenuta nelle connessioni flangiate, è necessario che tutti i componenti siano accurati.
Prima di avviare il processo di connessione, è necessario eseguire i seguenti passaggi per evitare problemi in futuro:
- Pulire le superfici delle flange e verificare la presenza di graffi, le superfici devono essere pulite e prive di qualsiasi difetto (protuberanze, buche, ammaccature, ecc.)
- Ispezionare tutti i bulloni e dadi per danni o corrosione del filo. Sostituire o riparare bulloni o dadi secondo necessità
- Rimuovere le sbavature da tutti i fili
- Lubrificare le filettature dei bulloni o prigionieri e le superfici dei dadi adiacenti alla flangia o alla rondella. Nella maggior parte delle applicazioni si consigliano rondelle temprate.
- Installare la nuova guarnizione e assicurarsi che sia centrata. NON UTILIZZARE UNA VECCHIA GUARNIZIONE o utilizzare più guarnizioni.
- Controllare l'allineamento della flangia secondo lo standard delle tubazioni di processo ASME B31.3
- Regola la posizione dei dadi per assicurarti che 2-3 fili siano sopra la parte superiore del filo.