Vrste prirubnica
Prirubnica je način spajanja cijevi, ventila, pumpi i druge opreme u cijevni sustav. Ova metoda povezivanja omogućuje jednostavan pristup za čišćenje, pregled ili preinake. Prirubnice su obično navojne ili zavarene. Prirubnički spoj se sastoji od dvije prirubnice pričvršćene vijcima i brtve između njih kako bi se osigurala nepropusnost.
Prirubnice cijevi izrađuju se od različitih materijala. Prirubnice su površinski obrađene, lijevano željezo i nodularno željezo, ali najčešće korišteni materijal je kovani ugljični čelik.
Najčešće korištene prirubnice u naftnoj i kemijskoj industriji:
- s vratom za zavarivanje
- kroz prirubnicu
- zavaren s udubljenjem za zavarivanje
- zavareni preklop (slobodno rotirajući)
- prirubnica s navojem
- prirubnički čep

Sve vrste prirubnica, osim slobodnih, imaju ojačanu površinu.
Posebne prirubnice
Uz izuzetak gore navedenih prirubnica, postoji niz posebnih prirubnica, kao što su:
- prirubnica dijafragme
- duge zavarene ovratne prirubnice
- ekspanzijska prirubnica
- prirubnica adaptera
- prstenast utikač (dio priključka prirubnice)
- disk čepovi i međuprstenovi (dio prirubničkog spoja)
Najčešći materijali koji se koriste za prirubnice su ugljični čelik, nehrđajući čelik, lijevano željezo, aluminij, mesing, bronca, plastika itd. Osim toga, prirubnice, poput spojnica i cijevi za posebne primjene, ponekad su iznutra presvučene slojem materijala potpuno drugačije kvalitete od samih prirubnica. Ovo su obložene prirubnice. Prilikom odabira cijevi najčešće se postavlja materijal prirubnica. U pravilu je prirubnica izrađena od istog materijala kao i same cijevi.
Primjer prirubnice za zavarivanje s ovratnikom od 6" - 150#-S40
Svaka ASME B16.5 prirubnica ima niz standardnih veličina. Ako projektant u Japanu, ili osoba koja priprema projekt za pokretanje u Kanadi, ili instalater cjevovoda u Australiji, govori o prirubnici za zavarivanje 6"-150#-S40 prema ASME B16.5, onda misli na prirubnica, koja je prikazana u nastavku. 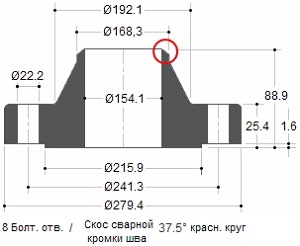
U slučaju narudžbe prirubnice, dobavljač bi želio znati kvalitetu materijala. Na primjer, ASTM A105 je utisnuta prirubnica od ugljičnog čelika, dok je A182 utisnuta prirubnica od legiranog čelika. Dakle, prema propisu, oba standarda moraju biti specificirana za dobavljača: Prirubnica za zavarivanje 6"-150#-S40-ASME B16.5/ASTM A105.
RAZRED TLAKA
Klasa tlaka ili ocjena za prirubnice bit će u funtama. Za označavanje klase tlaka koriste se različiti nazivi. Na primjer: 150 Lb ili 150 Lbs ili 150# ili Class 150, znači isto.
Prirubnice od kovanog čelika imaju 7 glavnih klasifikacija:
150 lbs - 300 lbs - 400 lbs - 600 lbs - 900 lbs - 1500 lbs - 2500 lbs
Koncept klasifikacije prirubnica je jasan i očit. Prirubnica klase 300 može podnijeti veće pritiske od prirubnice klase 150 jer prirubnica klase 300 ima više metala i može izdržati veće pritiske. Međutim, postoji niz čimbenika koji mogu utjecati na granicu tlaka prirubnice.
PRIMJER
Prirubnice mogu izdržati različite pritiske na različitim temperaturama. Kako temperatura raste, klasa tlaka prirubnice se smanjuje. Na primjer, prirubnica klase 150 procijenjena je na približno 270 PSIG na ambijentalnoj, 180 PSIG na 200°C, 150 PSIG na 315°C i 75 PSIG na 426°C.
Dodatni čimbenici su da se prirubnice mogu izraditi od različitih materijala kao što su legirani čelik, lijevano i nodularno željezo, itd. Svaki materijal ima različite klase tlaka.
PARAMETAR "TLAK-TEMPERATURA"
Klasa tlak-temperatura definira radni, maksimalni dopušteni nadtlak u barima pri temperaturi u stupnjevima Celzijusa. Za srednje temperature dopuštena je linearna interpolacija. Interpolacija između notnih klasa nije dopuštena.
Temperaturno-tlačne klasifikacije
Temperaturno-tlačna klasa primjenjiva je na prirubničke spojeve koji su u skladu s ograničenjima za vijčane spojeve i brtve koje su izrađene u skladu s dobrom praksom za montažu i poravnavanje. Korištenje ovih klasa za prirubničke spojeve koji ne zadovoljavaju ova ograničenja odgovornost je korisnika.
Temperatura prikazana za odgovarajuću klasu tlaka je temperatura unutarnje ljuske dijela. U osnovi, ova temperatura je ista kao temperatura sadržane tekućine. U skladu sa zahtjevima važećih kodeksa i propisa, kada se koristi klasa tlaka koja odgovara temperaturi različitoj od tekuće tekućine, svu odgovornost snosi kupac. Za bilo koju temperaturu ispod -29°C, ocjena ne smije biti viša od one kada se koristi na -29°C.
Kao primjer, ispod ćete naći dvije tablice s grupama materijala u skladu s ASTM i dvije druge tablice s temperaturno-tlačnom klasom za ove materijale u skladu s ASME B16.5.
| Materijali ASTM grupa 2-1.1 |
|||
| Nazivna oznaka |
Žigosanje |
Lijevanje |
ploče |
| C-Si | A105 (1) | A216 Gr.WCB (1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
OPASKE:
|
|||
| Temperaturno-tlačna klasa za materijale ASTM Grupe 2-1.1 Radni tlak po klasama |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Temperaturno-tlačna klasa za materijale ASTM Grupe 2-2.3 Radni tlak po klasama |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
POVRŠINA PRIRUBNICE
Oblik i dizajn površine prirubnice će odrediti gdje će se nalaziti brtveni prsten ili brtva.
Najčešće korištene vrste:
- podignuta površina (RF)
- ravna površina (FF)
- utor za o-prsten (RTJ)
- s muškim i ženskim navojem (M&F)
- pero i utor (T&G)
Uzdignuto lice, najprimjenjiviji tip prirubnice, lako ga je prepoznati. Ova vrsta je tako nazvana jer površina brtve strši iznad površine vijčanog spoja. 
Promjer i visina definirani su u skladu s ASME B16.5 korištenjem klase tlaka i promjera. U klasi tlaka do 300 Lbs visina je oko 1,6 mm, a u klasi tlaka od 400 do 2500 Lbs visina je oko 6,4 mm. Klasa tlaka prirubnice određuje visinu podignute površine. Svrha (RF) prirubnice je koncentrirati veći pritisak na manju površinu brtve, čime se povećava granica tlaka spoja.
Za visinske parametre svih prirubnica opisanih u ovom članku koriste se dimenzije H i B, s izuzetkom prirubnice preklopnog spoja, to se mora razumjeti i zapamtiti na sljedeći način:
U klasama tlaka 150 i 300 Lbs, visina izbočine je približno 1,6 mm (1/16 inča). Gotovo svi dobavljači prirubnica u ove dvije klase navode dimenzije H i B u svojim brošurama ili katalozima, uključujući prednju stranu (vidi sliku 1 dolje) 
U klasama tlaka 400, 600, 900, 1500 i 2500 Lbs, visina izbočine je 1/4 in. (6,4 mm). U tim klasama mnogi dobavljači navode H i B dimenzije, ne uključujući visinu izbočenja (vidi sliku 2 iznad)
U ovom članku pronaći ćete dvije veličine. Gornji red dimenzija ne uključuje visinu izbočine, a dimenzije u donjem redu uključuju visinu izbočine.
RAVNA POVRŠINA (FF - ravna površina)
Za ravnu (punu) prirubnicu, brtva je u istoj ravnini kao i vijčani spoj. Najčešće se ravne prirubnice koriste tamo gdje se lijevaju spojna prirubnica ili spojnica. 
Ravna prirubnica se nikada ne spaja s podignutom prirubnicom. Prema ASME B31.1, kod spajanja ravnih prirubnica od lijevanog željeza na prirubnice od ugljičnog čelika, izbočina na čeličnoj prirubnici mora se ukloniti i cijela površina mora biti zabrtvljena brtvom. To je učinjeno kako bi se tanka, lomljiva prirubnica od lijevanog željeza spriječila da pukne zbog izbočenja čelične prirubnice.
PRIRUBNICA S KORIJENOM ZA O-PRSTEN BRTVU (RTJ - Prstenasti spoj)
RTJ prirubnice imaju na površini urezane utore u koje su umetnuti čelični o-prstenovi. Prirubnice su zapečaćene zbog činjenice da kada su vijci zategnuti, brtva između prirubnica se utisne u utore, deformira se, stvarajući bliski kontakt metala s metalom. 
RTJ prirubnica može imati rub s prstenastim utorom napravljenim u njemu. Ova izbočina ne služi kao pečat bilo koje vrste. Za RTJ prirubnice koje su zapečaćene O-prstenovima, uzdignute površine spojenih i zategnutih prirubnica mogu doći u dodir jedna s drugom. U tom slučaju, komprimirana brtva više neće nositi dodatna opterećenja, zatezanje vijaka, vibracije i pomaci više neće gnječiti brtvu i smanjiti silu zatezanja.
Metalni o-prstenovi prikladni su za korištenje pri visokim temperaturama i pritiscima. Izrađuju se s pravim odabirom materijala i profila i uvijek se koriste u odgovarajućim prirubnicama, osiguravajući dobro i pouzdano brtvljenje.
O-prstenovi su dizajnirani tako da se brtvljenje postiže "vodećom linijom kontakta" ili klinom između spojne prirubnice i brtve. Pritiskom na brtvu kroz vijke, mekši metal brtve prodire u finu strukturu tvrđeg materijala prirubnice i stvara vrlo čvrsto i učinkovito brtvljenje. 
Najčešće korišteni prstenovi:
Tip R-oval prema ASME B16.20
Prikladno za ASME B16.5 prirubnice klase tlaka 150 do 2500.
Tip R-osmerokutni prema ASME 16.20
Poboljšani dizajn u odnosu na originalni R-Oval. Međutim, mogu se koristiti samo za ravne prirubnice s utorom. Prikladno za ASME B16.5 prirubnice tlačne klase 15 do 2500.
PRIRUBNICE SA BRTVLJENJEM I POVRŠINSKIM VRSTAMA SLUŠICE (LMF - Large Male Face; LFF - Large Female Face)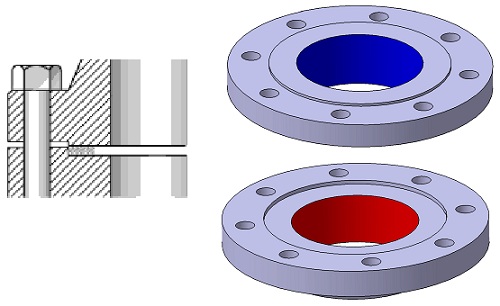
Prirubnice ove vrste moraju odgovarati. Jedna strana prirubnice ima područje koje se proteže izvan granica normalne površine prirubnice ( tata). Druga prirubnica ili kontra prirubnica ima odgovarajuće udubljenje ( Majka) napravljen u njegovoj površini.
Polu-labavo polaganje
- Dubina podrezivanja (ureza) obično je jednaka ili manja od visine izbočine kako bi se spriječio kontakt metala s metalom kada je brtva stisnuta
- Dubina zareza obično nije više od 1/16" veća od visine usne
PRIRUBNICA SA BRTVOM
(Izbočina - Tounge Face - TF; Depression - Groove Face - GF)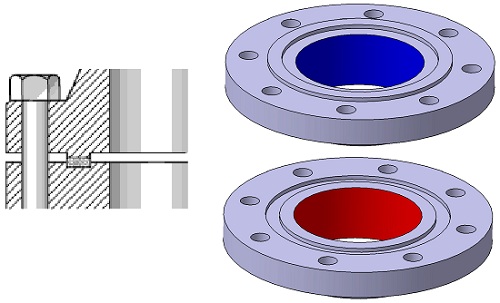
Prirubnice ove vrste također moraju odgovarati. Jedna prirubnica ima na površini ove prirubnice prsten s izbočinom (trnom), dok je na površini parnjaka obrađen utor. Takve se površine obično nalaze na poklopcima pumpi i ventila.
Fiksna brtva
- Dimenzije brtve su iste ili manje od visine utora
- Brtva šira od utora ne više od 1/16"
- Dimenzije brtve će odgovarati dimenzijama utora
- Prilikom rastavljanja, priključak se mora odvojeno odvojiti
RAVNA POVRŠINA I ŽLJEB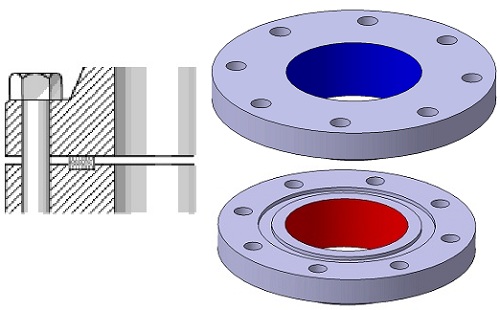
Fiksna brtva
- Jedna površina je ravna, druga je urezana
- Za primjene gdje je potrebna precizna kontrola kompresije brtve
- Preporučuju se samo elastične brtve - spiralne, šuplje brtve, brtve na pritisak i metalne brtve
ZAVRŠNA ZAVRŠNA OBRADA PRIRUBNICA
ASME B16.5 zahtijeva da površina prirubnice (uzdignuta i ravna površina) ima određenu hrapavost tako da ova površina, kada je poravnata s brtvom, osigurava dobro brtvljenje. 
Završno žljebljenje, bilo koncentrično ili spiralno, zahtijeva 30 do 55 utora po inču, što rezultira hrapavosti između 125 i 500 mikro inča. To će omogućiti proizvođačima prirubnica da obrađuju bilo koju klasu metalne brtve prirubnice.
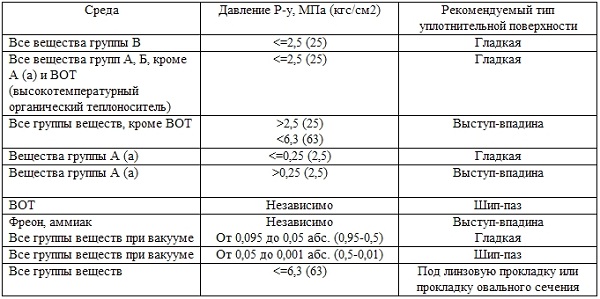
Za cjevovode kojima se transportiraju tvari skupine A i B tehnoloških objekata I. eksplozivne kategorije nije dopuštena uporaba prirubničkih spojeva s glatkom brtvenom površinom, osim u slučajevima uporabe spiralno namotanih brtvi.
NAJVIŠE KORIŠTENE POVRŠINE
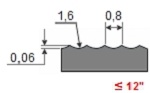
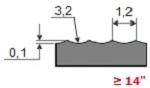
Gruba obrada
| Najčešće se koristi u strojnoj obradi bilo koje prirubnice jer je prikladna za gotovo sve uobičajene radne uvjete. Kada se stisne, meka površina brtve će zahvatiti obrađenu površinu, što će pomoći u stvaranju brtve, a između spojenih dijelova bit će i visoka razina trenja. Završna obrada ovih prirubnica vrši se rezačem radijusa 1,6 mm pri brzini pomaka od 0,88 mm po okretaju za 12". Za 14" i veće, obrada se radi s rezačem radijusa 3,2 mm pri pomaku od 1,2 mm obrnuto. |
 |
 |
Spiralni usjek
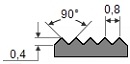 To može biti kontinuirani ili fonografski spiralni utor, ali se razlikuje od grube obrade po tome što se utor dobiva korištenjem glodala od 90 stupnjeva koji stvara V-profil s uglom od 45°.
To može biti kontinuirani ili fonografski spiralni utor, ali se razlikuje od grube obrade po tome što se utor dobiva korištenjem glodala od 90 stupnjeva koji stvara V-profil s uglom od 45°. Koncentrični usjek.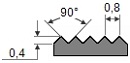 Kao što naziv govori, obrada se sastoji od koncentričnih utora. Koristi se rezač od 90° i prstenovi se ravnomjerno raspoređuju po cijeloj površini.
Kao što naziv govori, obrada se sastoji od koncentričnih utora. Koristi se rezač od 90° i prstenovi se ravnomjerno raspoređuju po cijeloj površini.
Glatka površina.![]() Takva obrada vizualno ne ostavlja tragove alata. Takve se površine obično koriste za metalne brtve kao što su dvostruki plašt, ravni čelik ili valoviti metal. Glatka površina pomaže u stvaranju brtve i ovisi o ravnosti suprotne površine. Obično se to postiže kontaktnom površinom brtve formiranom od kontinuiranog (ponekad zvanog fonografski) spiralnog utora napravljenog rezačem radijusa 0,8 mm, pri brzini pomaka od 0,3 mm po okretaju, 0,05 mm dubine. To će rezultirati hrapavosti između Ra 3,2 i 6,3 mikrometara (125-250 mikro inča)
Takva obrada vizualno ne ostavlja tragove alata. Takve se površine obično koriste za metalne brtve kao što su dvostruki plašt, ravni čelik ili valoviti metal. Glatka površina pomaže u stvaranju brtve i ovisi o ravnosti suprotne površine. Obično se to postiže kontaktnom površinom brtve formiranom od kontinuiranog (ponekad zvanog fonografski) spiralnog utora napravljenog rezačem radijusa 0,8 mm, pri brzini pomaka od 0,3 mm po okretaju, 0,05 mm dubine. To će rezultirati hrapavosti između Ra 3,2 i 6,3 mikrometara (125-250 mikro inča)
BRTVE
Za čvrst prirubnički spoj potrebne su brtve. 
Brtva su komprimirani listovi ili prstenovi koji se koriste za stvaranje vodonepropusne veze između dviju površina. Brtve su proizvedene da izdrže ekstremne temperature i pritiske i dostupne su u metalnim, polumetalnim i nemetalnim materijalima.
Na primjer, princip brtvljenja može biti komprimiranje brtve između dvije prirubnice. Brtva ispunjava mikroskopske prostore i površinske nepravilnosti prirubnica, a zatim tvori brtvu koja sprječava curenje tekućina i plinova. Potrebna je ispravna i pažljiva instalacija brtve kako bi se spriječilo curenje u prirubničkom spoju.
Ovaj članak će opisati brtve u skladu s ASME B16.20 (metalne i polumetalne brtve prirubnice cijevi) i ASME B16.21 (nemetalne brtve prirubnice ravnih cijevi)
VIJCI
Vijci su potrebni za spajanje dvije prirubnice jedna na drugu. Broj će biti određen brojem rupa na prirubnici, a promjer i duljina vijaka ovisit će o vrsti prirubnice i njezinoj klasi tlaka. Najčešće korišteni vijci u naftnoj i kemijskoj industriji za prirubnice ASME B16.5 su klinovi. Svornjak se sastoji od šipke s navojem i dvije matice. Druga dostupna vrsta vijaka je obični šesterokutni vijak s jednom maticom.
Dimenzije, tolerancije dimenzija itd. su definirani u ASME B16.5 i ASME B18.2.2, materijali u različitim ASTM standardima.
ZAKRETNI MOMENT
Da bi se postigao čvrst spoj prirubnice, brtva mora biti pravilno postavljena, vijci moraju imati ispravan moment zatezanja, a ukupni napon zatezanja mora biti ravnomjerno raspoređen na cijelu prirubnicu. 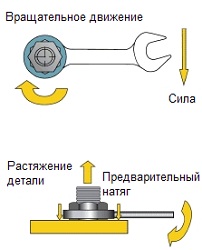
Potrebno se istezanje provodi zbog zateznog momenta (primjena prednaprezanja na učvršćivač okretanjem njegove matice).
Ispravan moment zatezanja vijka omogućuje najbolje korištenje njegovih elastičnih svojstava. Da bi dobro obavljao svoj posao, vijak se mora ponašati kao opruga. Tijekom rada, proces zatezanja postavlja aksijalno, predopterećenje na vijak. Naravno, ta je vlačna sila jednaka suprotnim tlačnim silama koje se primjenjuju na komponente sklopa. Može se nazvati sila zatezanja ili vlačna sila.
MOMENTNI KLJUČ
Moment ključ je generički naziv za ručni alat koji se koristi za primjenu preciznog momenta na spoj, bilo da je to vijak ili matica. To omogućuje operateru mjerenje rotacijske sile (momenta) primijenjene na vijak, koja mora odgovarati specifikaciji. 
Odabir prave tehnike zatezanja vijaka prirubnice zahtijeva iskustvo. Ispravna primjena bilo koje od tehnika također zahtijeva kvalifikacije i alata koji će se koristiti i stručnjaka koji će obaviti posao. U nastavku su najčešće korištene metode zatezanja vijaka:
- stezanje rukom
- pneumatski ključ
- hidraulički moment ključ
- ručni moment ključ s klackalicom ili zupčanikom
- hidraulički zatezač vijaka
Gubitak zakretnog momenta svojstven je svakom vijčanom spoju. Kombinirani učinak otpuštanja vijaka (oko 10% tijekom prva 24 sata nakon ugradnje), puzanja brtve, vibracija u sustavu, toplinskog širenja i elastične interakcije tijekom pritezanja vijaka doprinose gubitku momenta. Kada gubitak zakretnog momenta dosegne kritičnu razinu, unutarnji tlak prelazi silu kompresije koja drži brtvu na mjestu, u kojem slučaju može doći do propuštanja ili ispuhivanja.
Ključ za smanjenje ovih učinaka je pravilno postavljanje brtve. Prilikom ugradnje brtve potrebno je spojiti prirubnice i glatko i paralelno, s najmanjim momentom zatezanja, zategnuti 4 vijka, slijedeći ispravan redoslijed zatezanja. To će smanjiti operativne troškove i poboljšati sigurnost.
Važna je i točna debljina brtve. Što je brtva deblja, to je njeno puzanje veće, što zauzvrat može dovesti do gubitka momenta zatezanja. ASME standard za nazubljene prirubnice općenito preporučuje brtvu od 1,6 mm. Tanji materijali mogu raditi pri većim opterećenjima brtve i stoga višim unutarnjim pritiscima.
PODMAZIVANJE SMANJENO TRENJE
Podmazivanje smanjuje trenje tijekom zatezanja, smanjuje osipanje vijaka tijekom ugradnje i produljuje vijek trajanja. Promjena koeficijenta trenja utječe na količinu prednaprezanja koja se postiže pri danom momentu zatezanja. Veći koeficijent trenja rezultira manjom pretvorbom zakretnog momenta u predopterećenje. Vrijednost koeficijenta trenja koju daje proizvođač maziva mora biti poznata kako bi se točno postavila potrebna vrijednost zakretnog momenta.
Masti ili smjese protiv zagrijavanja moraju se nanijeti i na površinu matice ležaja i na muški navoj.
SEKVENCIJA ZATEZANJA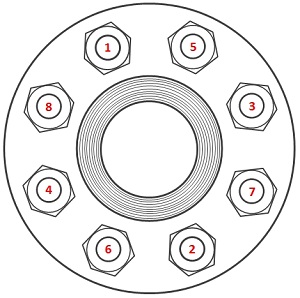 Prvo prođite, lagano zategnite prvi vijak, zatim sljedeći nasuprot njemu, zatim četvrtinu okreta u krug (ili 90 stupnjeva) da zategnete treći vijak i, nasuprot njemu, četvrti. Nastavite ovim redoslijedom dok se svi vijci ne pritegnu. Prilikom zatezanja prirubnica s četiri vijka, koristite križni uzorak.
Prvo prođite, lagano zategnite prvi vijak, zatim sljedeći nasuprot njemu, zatim četvrtinu okreta u krug (ili 90 stupnjeva) da zategnete treći vijak i, nasuprot njemu, četvrti. Nastavite ovim redoslijedom dok se svi vijci ne pritegnu. Prilikom zatezanja prirubnica s četiri vijka, koristite križni uzorak.
PRIPREMA FIKSIRANJA PRIRUBNICE
Kako bi se postigla nepropusnost u prirubničkim spojevima, potrebno je da sve komponente budu točne.
Prije početka procesa povezivanja potrebno je poduzeti sljedeće korake kako biste izbjegli probleme u budućnosti:
- Očistite površine prirubnica i provjerite ima li ogrebotina, površine moraju biti čiste i bez ikakvih nedostataka (izbočina, udubljenja, udubljenja, itd.)
- Pregledajte sve vijke i matice na oštećenja ili koroziju navoja. Po potrebi zamijenite ili popravite vijke ili matice
- Uklonite neravnine sa svih niti
- Podmažite navoje vijaka ili svornjaka i površine matica uz prirubnicu ili podlošku. U većini primjena preporučuju se kaljene podloške.
- Ugradite novu brtvu i provjerite je li centrirana. NEMOJTE KORISTITI STARU BRTVU ili koristiti više brtvila.
- Provjerite poravnavanje prirubnice prema standardu za procesne cjevovode ASME B31.3
- Podesite položaj matica kako biste bili sigurni da su 2-3 navoja iznad vrha navoja.