Priključno zavarivanje HDPE cijevi: vrste i značajke spajanja
Polimerni materijali postupno popunjavaju sve niše na tržištu roba i usluga, a također prodiru ne samo u domaću i industrijsku sferu, jer različitim proizvodima daju jedinstvene tehničke i operativne karakteristike. U članku će biti riječi o cijevima od polietilena niske gustoće (HDPE), kao io tehnologijama kojima se takvi proizvodi zavaruju.
Postojeće metode ugradnje HDPE cijevi
HDPE cijevi su danas vrlo popularne jer se vrlo jednostavno montiraju (uz pomoć jednog radnika). Međutim, morate razumjeti kako spojiti ove cijevi jedna s drugom kako biste dobili pouzdan cjevovod.
Postoje dvije vrste veza:
- Odvojivi. Omogućuje rastavljanje strukture tijekom rada. Takvu vezu možete stvoriti pomoću čeličnih prirubnica.
- Jedan komad. Dizajn segmenata HDPE cijevi je monolitan. Izvodi se zavarivanjem cijevi čeonom metodom ili kroz spojnice.
Prilikom postavljanja cjevovoda velikog promjera potrebno je koristiti termootporne armature. U tom će slučaju monolitna veza biti jaka i nema apsolutno nikakvog rizika od njegove deformacije tijekom pravilne uporabe.
Značajke sučeonog zavarivanja HDPE cijevi
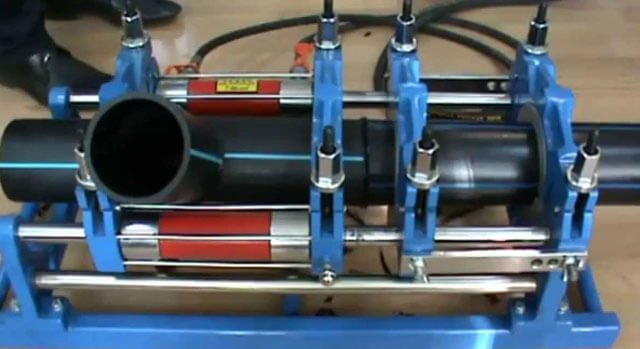
Prije svega, za izvođenje radova trebat će vam stroj za čeono zavarivanje HDPE cijevi. Dobar bonus je što ne morate kupiti dodatne dodatke za njega. Tehnologija je prikladna samo za spajanje HDPE cijevi istog promjera.
Najkvalitetnije zavarivanje HDPE cijevi postiže se samo kada su segmenti pričvršćeni u jedan šav. U tom će slučaju čvrstoća prianjanja biti optimalna i na cjevovodu neće biti velikog broja točaka vršnog opterećenja.
Zavarivanje je do danas najsvestranija i najučinkovitija metoda postavljanja cjevovoda, a čak ni činjenica da se kao materijal od kojeg se izrađuju cijevi koristi polietilen ne umanjuje popularnost zavarivanja. Za zavareni cjevovod održava se fleksibilnost materijala duž cijele duljine. Nije bitno kako će se točno postaviti sustav, budući da stroj za zavarivanje HDPE cijevi omogućuje izvođenje radova u svim uvjetima.

Postupak zavarivanja je sljedeći:
- Krajevi cijevi ugrađeni su u centralizator (element opremljen aparatom za zavarivanje za zavarivanje HDPE cijevi), a zatim međusobno poravnati i čvrsto fiksirani (pročitajte također: " "). U tom slučaju, krajevi cijevi moraju biti temeljito očišćeni od raznih nečistoća, prašine itd.
- Zatim morate upotrijebiti uređaj za podrezivanje za obradu segmenata cjevovoda koje treba zavariti. Tijekom ove faze potrebno je postići čak 0,5 mm strugotine, a zatim provjeriti spajanje krajnjih dijelova cijevi. Svaki razmak između HDPE cijevi mora se ukloniti ponavljanjem postupka rezanja.
- Zatim se oprema za zavarivanje HDPE cijevi koristi za zagrijavanje krajeva. Obavezno koristite grijaći element s neprijanjajućim premazom. Kada se krajevi počnu topiti, potrebno ih je odvojiti i odmah ukloniti grijač.
- Zagrijani segmenti se spajaju, a sila njihove kompresije se ravnomjerno povećava sve dok dvije cijevi nisu čvrsto pričvršćene jedna u odnosu na drugu. Preporučljivo je pričekati duže dok se spoj ne ohladi. Samo u ovom slučaju šav će biti što pouzdaniji.
Kvaliteta zavarivanja određena je i izgledom napravljenog šava i linearnim dimenzijama cjevovoda na spoju (ne bi trebalo biti nepravilnosti).
Zavarivanje HDPE cijevi kroz spojnicu
Ako zavarivanje cijevi HDPE izvodite vlastitim rukama, tada morate imati jedinicu za zavarivanje tipa lemilice, kao i set dodataka za to. Promjeri mlaznica odabiru se u skladu s dimenzijama korištenih spojnica. Osim opreme za zavarivanje, potrebno je kupiti armature: spojke, kutove, T-komade itd.
Zapravo, par za zavarivanje su krajevi fitinga i cijevi. Metoda je nezgodna, jer ako je veza netočna, cjevovod će biti zakošen, pa stoga broj spojnica mora biti veći od broja predviđenih spojeva.

Prednost zavarivanja rukavca je u tome što se može izvoditi u vrlo nepovoljnim uvjetima kada je aksijalni pomak cijevi ograničen. HDPE cijev se zagrijava kontaktom s metalnom mlaznicom na lemilu.
Strukturno, mlaznica se sastoji od dva elementa upletena u jedan. Spojnicu grije prvi dio koji se naziva "trn", a drugi se naziva "čahura" iu njega se umeće HDPE cijev.
Pripremna faza za zavarivanje kroz fiting
Morate početi spajati dvije cijevi nakon što ste izvršili određene radnje s cijevi i spojnicom:
- Cijev se reže posebnim škarama na potrebnu veličinu. Najbolje je koristiti škare s podesivim kutom rezanja, budući da se dio mora nalaziti pod pravim kutom u odnosu na vanjsku stijenku cijevi.
- Područja koja će biti uključena u zavarivanje moraju biti očišćena od bilo kakve prljavštine, prašine i neravnina. Najbolje je čepom zatvoriti unutrašnjost cijevi na strani gdje se ne vrši zavarivanje.
- Ako se stroj za zavarivanje ponovno koristi, ne smijete zaboraviti očistiti ga od ostataka prethodnog postupka.
Nakon dovršetka gornjih koraka, možete početi zagrijavati lemilo. Poseban indikator, koji je dostupan u bilo kojem stroju za zavarivanje HDPE cijevi, pokazat će da je postignuta željena vrijednost temperature. Rad se izvodi točno na vrijeme, što odgovara određenom vanjskom promjeru cijevi.
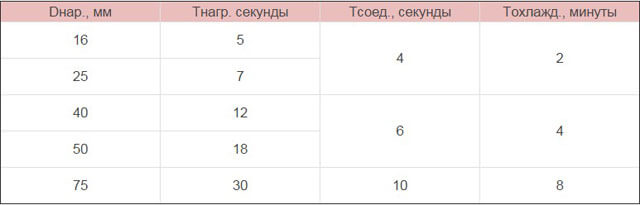
Slijedi popis vremenskih okvira za svaku fazu zagrijavanja i spajanja za standardne promjere HDPE cijevi (vanjski promjer (milimetri); vrijeme zagrijavanja elemenata (sekunde); vrijeme spajanja zagrijanih elemenata (sekunde); vrijeme hlađenja spoja (minute) ):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Možda je najvažniji korak pričvršćivanje spojnih elemenata na mlaznicu, budući da prekomjerni pritisak može uzrokovati da masa strši kada se krajevi tope i oblikuje veliki prsten na rubovima cijevi i priključka.
U skladu s tim, morate umetnuti cijev i staviti spojnicu do kraja, ali nemojte koristiti pretjeranu silu u završnoj fazi procesa. To se može izbjeći postavljanjem priključka i umetanjem cijevi s isključenim lemilom.
U tom slučaju možete staviti odgovarajuću oznaku. Nakon što je došlo do zagrijavanja, morate ukloniti elemente i spojiti ih dok se ne spoje neravnine. Dok se potpuno ne ohladi, struktura bi trebala mirovati i ne podlijegati mehaničkom naprezanju.
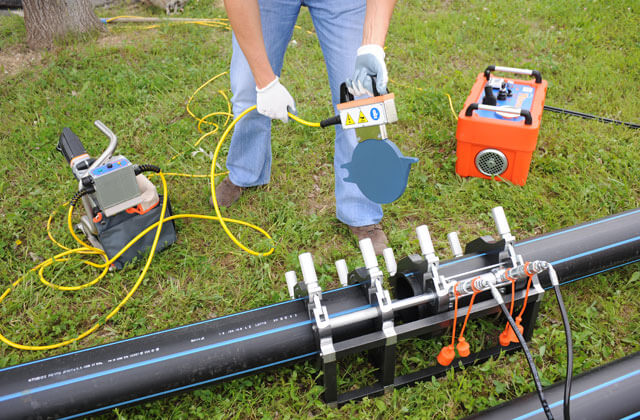
Što je jedinstveno i kako se izvodi elektrofuzijsko zavarivanje?
Zavarivanje elektrofuzijom je moderna modifikacija gore opisane metode spajanja cijevi. Za provedbu ovog postupka koriste se posebne spojke u koje se inicijalno postavljaju električni grijaći elementi. S obzirom da se troši takav resurs kao što je električna energija, o isplativosti procesa u usporedbi sa standardnim sučeonim zavarivanjem ne treba govoriti.

Najjednostavniji element za ovu vrstu zavarivanja je električna spojka, ali postoje i sedlasta zavoja i elektrofuzijski T-sklopovi. Zatim ćemo govoriti o tome kako samostalno izvršiti instalaciju pomoću električnih spojnica i stroja za elektrofuzijsko zavarivanje.
Dizajn takvog stroja za zavarivanje zahtijeva prisutnost posebnih spirala, koje su grijaći elementi. Tanak sloj s kraja fitinga se topi pod utjecajem temperature i to mu omogućuje spajanje na plastične segmente cjevovoda. Spirala ostaje u šavu između elemenata, dajući konstrukciji veću čvrstoću (slično armaturi). Naravno, ova metoda je najskuplja i koristi se uglavnom za montažu plinovoda.
Rad se izvodi tijekom procesa elektrofuzijskog zavarivanja u određenom slijedu:
- Pomoću posebnog rezača, cjevovod se reže na unaprijed označene dijelove.
- Zatim morate očistiti unutrašnjost električne spojnice i međusobno zavarene dijelove cijevi. Zatim se ta ista područja odmašćuju.
- Na cijevima su označena mjesta kako biste mogli kontrolirati dubinu umetanja spojnice.
- Otvoreni krajevi cijevi, koji u ovoj fazi neće biti zavareni, zatvaraju se čepovima.
- Aparat za zavarivanje je spojen na spojnicu preko dvije žice, što omogućuje njegovo postavljanje na udaljenost od mjesta rada.
- Tipka za pokretanje je pritisnuta. Tijekom zagrijavanja, prianjanja i do potpunog hlađenja, segmenti cijevi moraju ostati nepomični jedan u odnosu na drugi.
- Stroj se također samostalno isključuje nakon što prođe potrebno vrijeme, jer je prvobitno konfiguriran za lemljenje HDPE cijevi (pročitajte također: " ").
- Cjevovod se može pustiti u rad najranije 1 sat nakon zavarivanja.

Zavareni spojevi HDPE cijevi moraju ispunjavati sljedeće zahtjeve:
- zavar mora biti postavljen na istoj razini ili iznad vanjske površine cjevovoda;
- pomak segmenata cjevovoda ne smije biti veći od 10 posto debljine stijenke upotrijebljene cijevi;
- šav koji strši iznad cjevovoda, s debljinom stijenke do 5 milimetara, ne smije biti veći od 2,5 milimetara, a s debljinom od 6 milimetara do 2 centimetra - do 5 milimetara.
Poanta
U članku su detaljno opisane metode zavarivanja HDPE cijevi, a radnik može odabrati samo najoptimalniji za određeni cjevovod. Ako se radovi izvode jasno prema predloženim uputama, cjevovod će trajati dugo, učinkovito i pouzdano. Također, cijeli proces instalacije može se povjeriti stručnjacima koji će osigurati vlastitu opremu i pomoći u nabavi potrebnih materijala.