Navoj cijevi - potrebni alati i tehnologija
Tradicionalni način artikulacije različitih dijelova je mehanički. U slučaju cijevi, to znači njihovo spajanje pomoću navojnih spojeva i odgovarajućih spojnica. U osnovi, ova tehnika se koristi kod spajanja uzoraka izrađenih od metala ili nekih kompozitnih materijala. Koji se alati koriste za rezanje navoja na cijevima, kako se to točno radi, tema je predloženog članka.
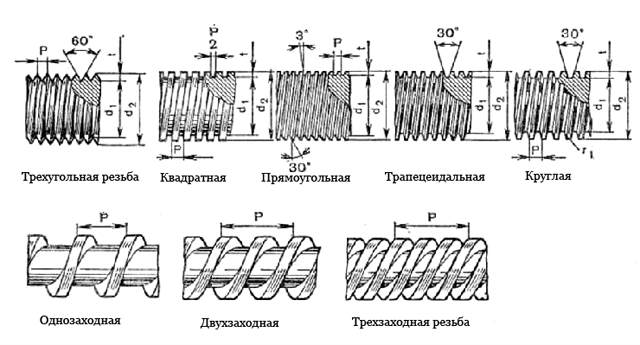
Prema tabeli ispod, lako je shvatiti kako se jedna vrsta niti razlikuje od druge.
Glavni parametri navoja - korak, prečnici, visina profila, itd. - prikazani su na dijagramima.
Tehnologija rezanja navoja i potrebni alati
Navoj se može dobiti i ručno i pomoću alatnih mašina. Nema smisla razmatrati potonju opciju, jer su sve nijanse takvog rada dobro poznate specijalistu. Osim toga, narezivanje navoja se može izvoditi na različitim modelima instalacija, korištenjem jednog ili drugog alata, ovisno o vrsti stroja.
Ali u svakodnevnom životu ili tijekom instalacijskih radova na objektu, nit se reže, uz rijetke izuzetke, najjednostavnijim uređajima ili, kako kažu, vlastitim rukama. Čitaocu je ovo zanimljivije, pa ćemo se zaustaviti na metodama ručnog rezanja.
Vanjski navoj
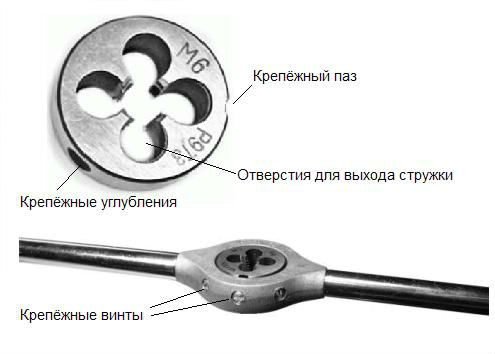
Umire (lerks). Asortiman ovih proizvoda je značajan. Svaki uzorak odgovara određenom promjeru cijevi na kojoj se vrši rezanje.

Matrice se razlikuju po kvaliteti obrade metala i dijele se na proizvode za "grubo" (grubo) i "fino" (završno) rezanje. Cijena - od 68 rubalja po uzorku.
Držači kalupa. Dostupan u raznim modifikacijama - konvencionalni, univerzalni, sa čegrtaljkom. Cijena - od 139 rubalja.

Kako se sastavlja uređaj za urezivanje navoja jasno je sa slike.
Postupak rezanja navoja
- Rezanje kraja cijevi. Ugao je pravi u odnosu na uzdužnu osu. Alati - rezač cijevi ili.
- Priprema površine gradilišta. Područje na kojem se konac treba rezati pažljivo se čisti od stranih naslaga.
- Prvo uvlačenje niti. Na cijev je postavljena "gruba" matrica. Za bolje klizanje, na tretirano područje se nanosi tanak sloj ulja.
- Drugi pas. Alat za "završnu obradu" je instaliran. Njegovo namotavanje na cijev se vrši postupno, uz sistematsku promjenu smjera kretanja (duž, zatim u smjeru suprotnom od kazaljke na satu). Vizualno se kontrolira čistoća niti i utvrđuje se dovoljnost određenih radnji.
- Kontrola kvaliteta. Da bi se utvrdila ispravnost rezanja (odsustvo nedostataka, zakrivljenosti i tako dalje), na cijev se ugrađuje bilo koji proizvod (sa odgovarajućim parametrima navoja), koji se može zašrafiti na zadani promjer - pogon, a spojnica, navrtka. Ako je uzorak lako prošao kroz cijelo područje, posao se može smatrati završenim.
Postoji još jedan alat za rezanje vanjskih navoja - klupp. Ne tako davno je na tržištu, a ne mogu se svi bravari, čak i sa iskustvom, pohvaliti da su radili s njim. Uređaj je prilično jednostavan.

Baza je uzeta iz dobro poznate kocke. Ali rezne ivice su plug-in. U stvari, ovo je sklop, dok je lerka monolitan proizvod. Klupps se dijele na ručne uzorke i električne modele. Stoga, da bi se povećala produktivnost u domaćim uslovima, mašina neće morati da se kupuje (iznajmljuje). Cijena klupa je od 479 rubalja. Prodaju se i u setovima, tako da postoji izbor.

Trošak kompleta je od 14.570 rubalja (mehanički) i od 32.800 rubalja (električni). Proizvođači također isporučuju uzorke sa izmjenjivim rezačima, što ih čini praktičnijim za korištenje (od 798 rubalja / komad). Postoje proizvodi za koje nisu potrebni držači. Lako se rotiraju otvorenim (gasnim) ključem.

Unutrašnji navoj
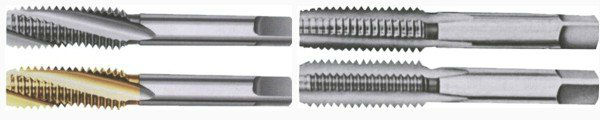
Slavine. Kao i kod kalupa, svaki prečnik ima svoj alat.
Cijena - od 412 rubalja.
Držači slavina. Svrha je jasna. Drugi naziv koji se koristi je ovratnik. Cijena - od 170 rubalja.

- Obrezivanje kraja i čišćenje (ali u ovom slučaju - s unutarnje strane cijevi).
- Podmazivanje radnog prostora.
- Primarno i sekundarno narezivanje navoja.
- Provjerite kvalitetu uvrtanjem odgovarajućeg vijka.

Osobine navoja na kompozitnim materijalima
To se uglavnom odnosi na cijevi od stakloplastike, jer se proizvodi od PP, PE, metal-plastike spajaju na potpuno različite načine. Tehnologija urezivanja navoja alatom nešto se razlikuje od slične operacije koja se izvodi na metalnim proizvodima. Takva veza nema veliku čvrstoću, ali za stakloplastike se smatra glavnom i koristi se mnogo češće od metoda izlijevanja smjese, prešanja, oblikovanja profila i niza drugih.
Šta se uzima u obzir pri rezanju konca?
- Shema armature od fiberglasa. Na osnovu toga se određuje smjer obrade uzorka.
- Niska toplotna provodljivost kompozita. Da biste izbjegli pregrijavanje alata, potrebno je osigurati efikasno odvođenje topline. Metoda hlađenja posebnom tekućinom pri radu s takvim materijalima nije primjenjiva zbog povećane apsorpcije vlage mnogih od njih.
- Niska preciznost rezanja navoja. Prije svega, zbog elastičnosti fiberglasa i njegove specifične strukture. Ako su zahtjevi za ovaj parametar visoki, tada se bira drugačija metoda obrade.
- Slojevita struktura materijala. To je posebno vidljivo kod povećanog trošenja reznog alata. U svakom slučaju, nakon urezivanja navoja, radna površina se čisti.
- Posebni zahtjevi za TB. Prije svega - zbog povećanog stvaranja prašine.
Sama po sebi, tehnologija rezanja bilo kojeg konca nije nešto komplicirano. Sve operacije su jednostavne. Pravi izbor alata, usklađenost s algoritmom akcija i uzimanje u obzir karakteristika obrađenog hardvera jamče odličan rezultat.