HDPE машини за заваряване на тръби
Монтажът на канализационната система се извършва с помощта на специални тръбопроводи, които могат да бъдат изработени от пластмаса, керамика или метал. Както при много пластмасови колена, HDPE тръбите могат да бъдат заварени с топлинни инструменти или студено пресовани втулки.
Технологично е възможно да се свържат HDPE тръби без заваряване или с помощта на специална заваръчна машина. И двата метода имат своите предимства и недостатъци, помислете за предимствата на всеки метод на закрепване.
Студеното заваряване или пресоване е най-простият вариант, това е много евтин и достъпен метод, който се осъществява чрез използването на специални съединители. Тази технология се използва главно за тръбопроводи с големи диаметри - от 20 до 300 мм. Фитингите за компресия със студена заварка имат следното професионалисти:
- Лесна употреба;
- Голям избор от размери;
- Осигуряване на плътна връзка с висока производителност на уплътняване.
Но пресоването се използва главно само за фиксиране на водни връзки без налягане. Пластмасовите тръби имат сравнително малка твърдост, поради което при силно вътрешно налягане шевът може просто да се разпръсне, за разлика от заваръчните крепежни елементи, които се считат за „мъртви“.
Класическото заваряване или, както се казва, запояване на HDPE тръби може да се извърши по метода на електрофузия или за неговото изпълнение се използва специфична заваръчна машина. Електрическите съединители са много практичен метод за свързване на метални газови тръби, както и пластмасови комуникации за водоснабдяване. Върху свободната част на изхода се монтира съединител с определен диаметър, след което вторият тръбен сегмент се избутва в него. Такова запояване се нарича още челно запояване, поради факта, че за да се постигне най-трайно и здраво закрепване, е необходимо части от тръбопровода да се монтират много плътно с минимална междина.
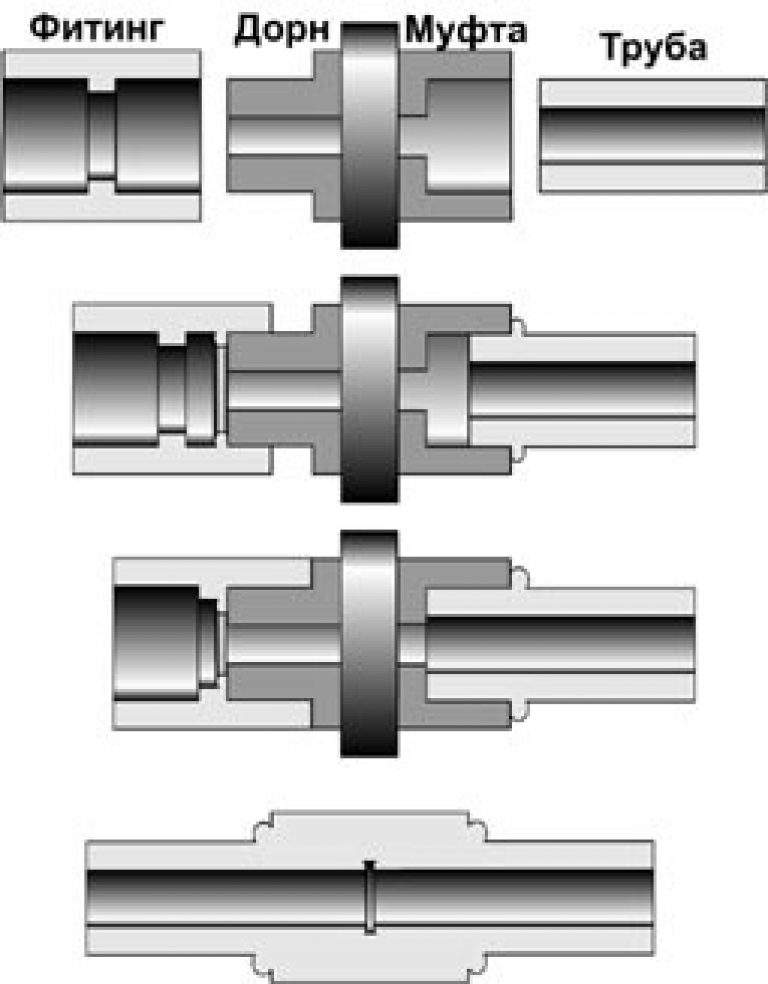
 Снимка - фитинги
Снимка - фитинги Удобно е да се работи с муфи с големи диаметри, но това не е най-доброто решение за кранове под умивалника или отоплителни комуникации. Но от друга страна, HDPE фланцовите връзки, ако е необходимо, могат да бъдат премахнати и да се направи спешен ремонт.
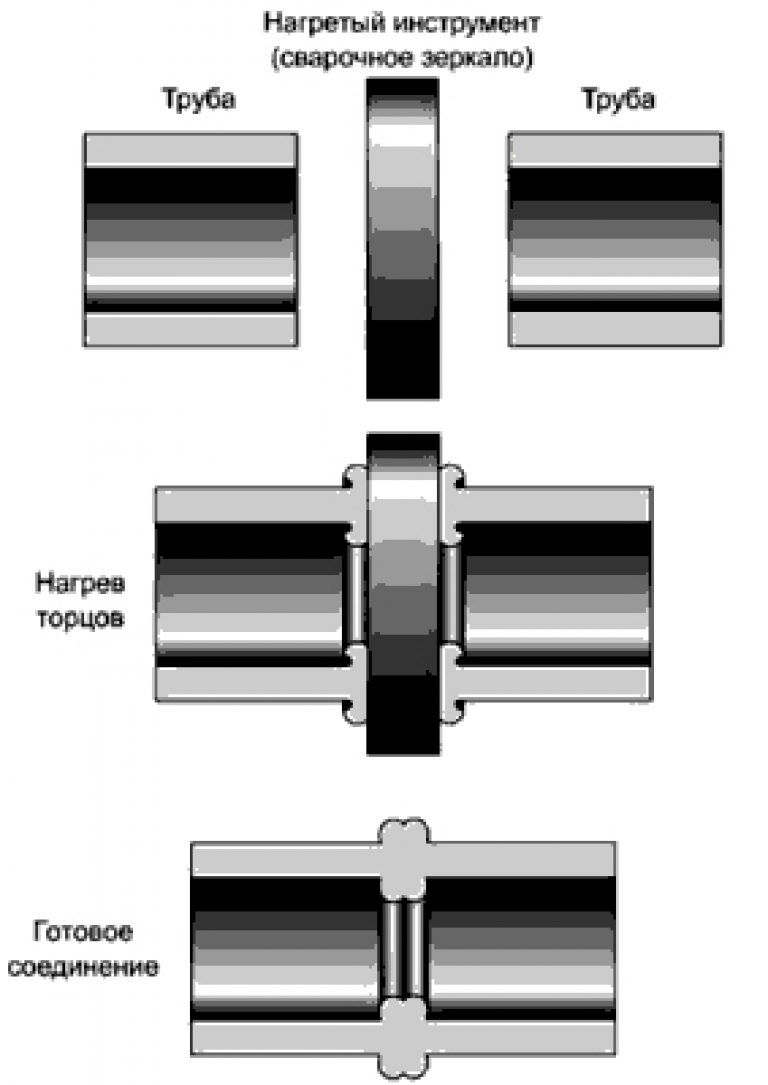
 Снимка - дупе
Снимка - дупе Ръчното запояване на тръби се извършва с помощта на поялник, изисква специално оборудване за организиране на HDPE връзки. За такава работа температурата на нагревателните елементи и времето на експозиция са много важни. Моля, имайте предвид, че тези параметри се избират въз основа на техническите характеристики на устройството за запояване, дебелината на HDPE и диаметъра на кранове.
Предимства на техниката:
- Това е най-издръжливият и надежден вариант. Благодарение на изпълнението на закрепване от една част, може да се използва както за напорен тип HDN, така и за безнапорни връзки на спирателни вентили;
- Фланцовите връзки могат да се използват както при фиксиране на външна система, така и при монтаж на вътрешни главни тръби;
- Не се изисква предварително обучение. Достатъчно е да гледате видеоклипа и да прочетете стандартите на SNiP, които подробно показват как да подрежете, инсталирате и закрепите.
Но недостатъците включват факта, че връзката, ако е необходимо, не може да бъде премахната. Въпреки всички предимства на това, понякога е необходимо да отворите и почистите тръбата.
Монтаж на сокет
Трябва да се отбележи, че във вътрешните документи няма да намерите стандарти за запояване на гнезда. Описано е само в европейските стандарти DVS 2207-15. Инструкция стъпка по стъпка, как да заварявате HDPE тръби с муфи:
След приключване на нагряването и заваряването отстранете съединителя и фиксирайте тръбите върху твърда повърхност.
С фланците се работи още по-лесно. Те представляват резбови връзки за монтаж. Съответно в единия край на комуникацията се изрязва резба, в която се завинтва елементът и върху него вече е поставена тръба. Свързването се нагрява със сешоар или маншон.
 Снимка - pnd фланец
Снимка - pnd фланец Екструдерно заваряване
Малко по-трудно е да работите с ръчен сешоар или поялник, защото трябва допълнително да контролирате не само времето за загряване, но и собствените си движения. Ако заваряването не е извършено правилно, целостта на HDPE тръбите може да бъде нарушена или шевът може да бъде развален.
 Снимка - професионален инвертор
Снимка - професионален инвертор Инструкции стъпка по стъпка за заваряване с инвертор:
Много е важно да не се преекспонира закрепването, ако заваряването е прекалено затегнато, тогава HDPE ще стане много тънък или ще има приток на полиетилен върху вътрешния диаметър. За контролиране на този момент се използва специална таблица:
| Външен диаметър, мм | Заваръчен шев, мм | Отопление, сек | Връзка, сек | Охлаждане, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео: Електрофузионно заваряване на HDPE тръби
Преглед на цените
Можете да закупите машина за заваряване на HDPE тръби във всеки град, ако цената не е подходяща, сега много компании предоставят оборудване под наем. Помислете за цената на модела V-Weld R063:
| град | Цена, u. д. |
| Воронеж | 28 |
| Екатеринбург | 28 |
| Казан | 30 |
| Краснодар | 28 |
| Москва | 33 |
| Новосибирск | 30 |
| Санкт Петербург | 33 |