Плашки и лерки
Для нарезания наружных резьб применяется специальный инструмент — плашки. Принципиально конструкция их режущего аппарата аналогична конструкции метчика для нарезания внутренних резьб. Однако если метчик представляет собой винт с прорезанными вдоль него канавками, то плашка — гайку с прорезанными канавками, образующими режущие грани инструмента.
Плашки и лерки
Рабочая часть плашки (рис. 3.94) состоит из двух частей — заборной и калибрующей. Заборная часть является конусной с углом 40…60°, она расположена по обе стороны плашки, а ее длина составляет 1,5… 2 витка. Калибрующая часть обычно состоит из 3… 5 витков.
При слесарном (ручном) нарезании наружных резьб применяются плашки различных конструкций : круглые, которые иногда называются лерками, раздвижные (клуппы) и специальные, для нарезания труб.
Круглые плашки (лерки) (см. рис. 3.94) представляют собой резьбовое кольцо с несколькими канавками для образования режущих кромок и вывода стружки при нарезании резьбы. Круглые плашки изготовляются цельными и разрезными, пружинящими. Резьба на стержнях при помощи плашек нарезается вручную с использованием воротков или на сверлильных и токарных станках, с помощью специальных оправок. Разрезные плашки благодаря своим пружинящим свойствам позволяют регулировать величину среднего диаметра резьбы.
Лерки изготавливают из инструментальных легированных сталей марок 9ХС и ХВСГ или быстрорежущей стали.
Квадратная (раздвижная) плашка (рис. 3.95) состоит из двух половин, укрепляемых в специальной рамке с рукоятками — клуппе, угловые выступы которого входят соответственно в канавки плашки, удерживая ее половинки. Одну из половинок плашек можно перемещать для установления плашки на требуемый средний диаметр резьбы. Закрепляется плашка при помощи винтов. В настоящее время нарезание резьб с использованием таких плашек осуществляется весьма редко, так как они не обеспечивают достаточной точности резьбы.

Закрепляется плашка при помощи винтов. В настоящее время нарезание резьб с использованием таких плашек осуществляется весьма редко, так как они не обеспечивают достаточной точности резьбы.
Воротки для круглых плашек (рис. 3.96) представляют собой круглую рамку с выточкой, в отверстии которой помещается круглая плашка. Плашка в отверстии удерживается от проворачивания при помощи трех стопорных винтов, конические хвостовики которых входят в углубления, выполненные на образующей поверхности корпуса плашки. Четвертый винт позволяет регулировать средний диаметр резьбы.
Инструмент и процесс нарезания наружных трубных резьб (рис. 3.97). Наиболее часто наружная резьба на трубах нарезается с использованием клуппов с раздвижными плашками. Клупп снабжен комплектом плашек для нарезания трубных резьб диаметром 1/2…% дюйма, 1… 1 ‘/4 дюйма и 1 ‘/2 ..2 дюйма и сконструирован таким образом, что перемещающиеся в его корпусе 1 четыре плашки 5 могут одновременно приближаться к центру или расходиться от него. Перемещение плашек обеспечивает специальное поворотное устройство клуппа — планшайба, приводимая в движение рукояткой 4. Точная установка плашек на размер нарезаемой резьбы осуществляется по лимбу, имеющемуся на корпусе клуппа, а установочные перемещения происходят при помощи червячной передачи 3. После установки плашек на заданный размер резьбы их положение фиксируется нажимом специального упора — «собачки». После нарезания резьбы клупп не свинчивают с обработанной заготовки, а раздвигают плашки поворотом рукоятки 4 клуппа и снимают его с обработанной заготовки. Помимо режущих плашек в клуппе имеются и три направляющие плашки (гладкие, без резьбы). Они обеспечивают устойчивое положение клуппа на трубе в процессе обработки; их установка производится вращением червячного винта передачи 3. На трубах диаметром от дюйма и меньше резьбу вручную нарезают специальными трубными круглыми плашками.

При нарезании резьб на трубах следует учитывать характер соединения их в трубопроводе. При нарезании резьбы для неразъемного трубного соединения длина нарезанной части трубы должна составлять 1/2 длины соединительной муфты за вычетом длины резьбы, приходящейся на 1… 1,5 витка резьбы. При нарезании резьбы для разборных трубных соединений («на сгон») на одной трубе нарезается резьба, как для неразъемных соединений, а на другом конце трубы длина нарезанной части должна составить сумму длины соединительной муфты, контргайки минус 1… 1,5 длины витка для данной резьбы.


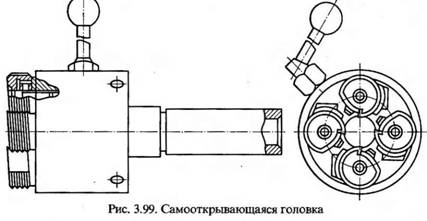
(рис. 3.98) используются для нарезания трубной резьбы на металлорежущих станках (токарных и сверлильных) с помощью специальных патронов. Гребенки выпускаются комплектами из четырех штук; резьба каждой гребенки комплекта смещена по отношению к предыдущей на 1/4 шага резьбы.
Для нарезания резьб при помощи гребенок предназначены специальные винторезные самооткрывающиеся головки (рис. 3.99), в которые устанавливаются все четыре головки комплекта.
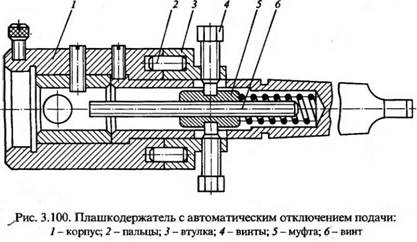
При нарезании наружных резьб на сверлильных и токарных станках применяют специальное приспособление — ташкодержатель с автоматическим отключением подачи (рис. 3.100). Приспособление состоит из хвостовика, на котором установлена втулка с запрессованными в нее пальцами 2. Во втулку ввинчены винты 4, концы которых могут входить в отверстия муфты 5. Внутри муфты размещен регулировочный винт 6. Плашка закрепляется винтом в гнезде корпуса 1. Приспособление устанавливается либо в отверстие шпинделя сверлильного станка, либо в отверстие пиноли задней бабки токарного станка. При обработке торец обрабатываемого стержня выходит из плашки и упирается в торец винта 6, заставляя его перемещаться внутри хвостовика. На винте навинчена муфта 5, которая, перемещаясь вместе с винтом б, сжимает пружину. Движение муфты 5 через винты 4 передается втулке 3, которая перемещается по наружной поверхности хвостовика до тех пор, пока пальцы 2 не выйдут из отверстий корпуса. В момент выхода пальцев 2 из корпуса 1 он вместе с установленной в нем плашкой начинает вращаться. Переключая вращение станка на реверсивное, обеспечивают вывод плашки из зоны резания. Регулируя вылет винта из муфты можно нарезать резьбы различной длины.
Смазывающе-охлаждающие жидкости (СОЖ) при нарезании резьб служат для облегчения условий работы инструмента, снижения шероховатости обработанной поверхности, а следовательно, для повышения качества получаемой при нарезании резьбы. Выбор СОЖ зависит от материала обрабатываемой заготовки. Так, например, для охлаждения стали (конструкционной, инструментальной и легированной), чугуна, меди и алюминия чаще всего используется эмульсия. Кроме того, для охлаждения чугуна и алюминия применяется керосин.
Нарезание резьб в меди, латуни и бронзе может выполняться без охлаждения.